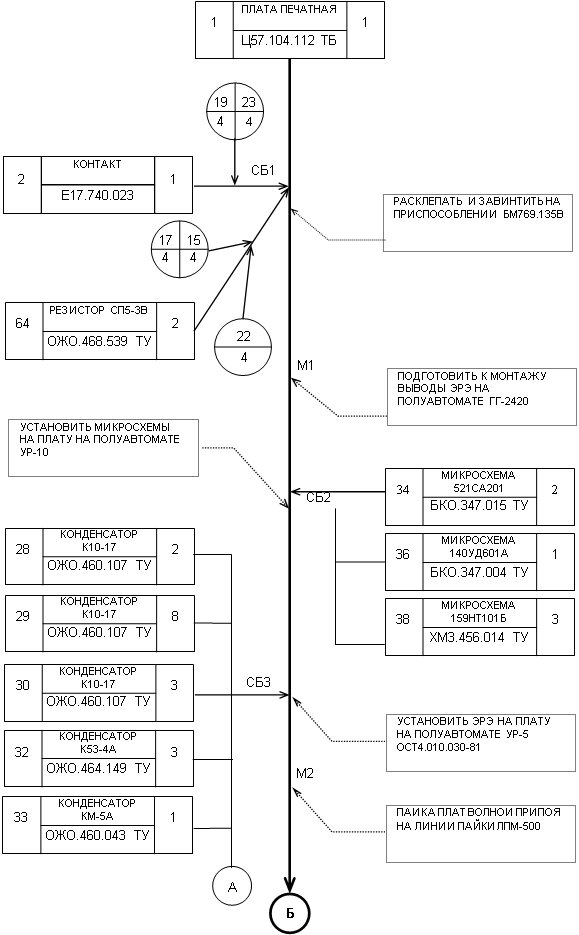
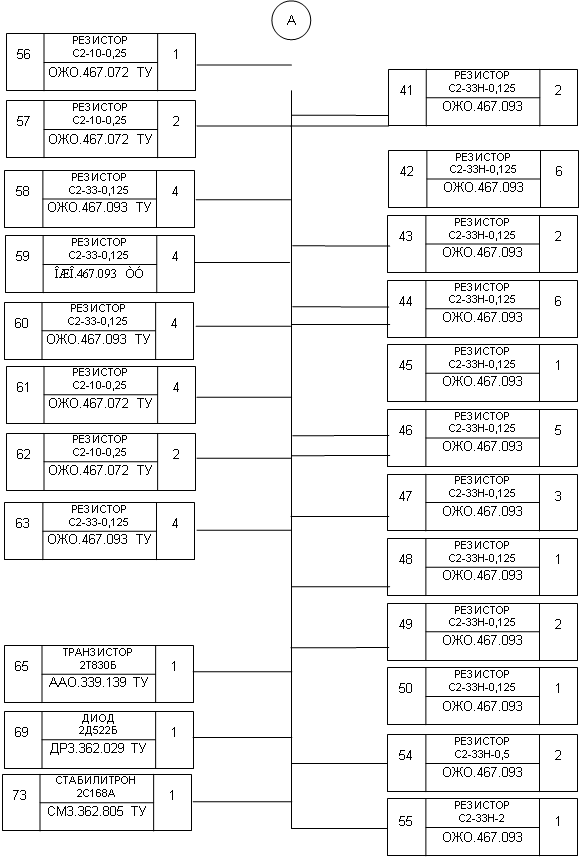
Разработка технологической схемы сборки
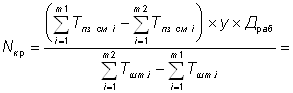
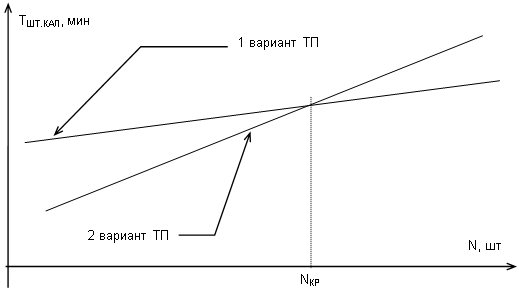
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Разработка оснастки для сборочно-монтажных работ
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
6. Разработка оснастки для сборочно-монтажных работ
Технологическая оснастка представляет собой дополнительные или вспомогательные устройства, предназначенные для реализации технологических возможностей оборудования или работающие автономно на рабочем месте с использованием ручного, пневматического, электромеханического и других приводов. Технологическая оснастка применяется для выполнения следующих операций:
- подготовки выводов радиоэлементов к монтажу (гибка, обрезка, формовка, лужение);
- подготовки проводов и кабелей к монтажу (снятие изоляции, зачистка, заделка, маркировка, вязка жгутов, лужение);
- механосборочных (расклепка, развальцовка, запрессовка, расчеканка, свинчивание, стопорение резьбовых соединений);
- установки радиоэлементов на печатные платы (укладка, закрепление, склеивание);
- монтажных (пайка, сварка, накрутка, демонтаж элементов);
- регулировочных и контрольных операций (подстройка параметров, визуальный и автоматический контроль) и т.д.
Разработка технологической оснастки имеет целью механизировать или автоматизировать отдельные операции технологического процесса.
Выбор технологической оснастки проводят в соответствии с ГОСТ14.305-73 путем сравнивания вариантов и определения принадлежности к стандартным системам оснастки. На этом этапе используются отраслевые стандарты: ОСТ4ГО.054.263 - ОСТ4Г0.054.268.
Оснастка разрабатывается с учетом затрат на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделий. Вид оснастки определяется предварительным выбором используемого оборудования.
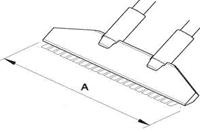
В данном курсовом проекте разработаем оснастку для формовки резисторов с осевыми выводами. Оснастка проста в использовании и имеет хорошую надежность, может широко применяться из-за своей универсальности.
Чертеж оснастки для формовки выводов резисторов С2 и чертеже деталей оснастки приведены в графической части.
Приведем расчет технических данных оснастки.
При свободной гибке выводов радиоэлементов усилие гиба на один выбирается из условия:
Fг=![]() 4,58 (Н),(6.1)
4,58 (Н),(6.1)
где L - длина линии изгиба, м;
d - диаметр вывода, м;
B - плечо гибки, равное r+1,25×d, м:
где r - внутренний радиус гибки, м;
sТ - предел текучести материала выводов, для меди 42 МПа.
Так как разработанное устройство может одновременно осуществлять формовку четырнадцати резисторов (у каждого по два вывода), то общее усилие гиба приспособления равно:
FГ.общ.=FГ×28=4,58×28=128,24 (Н),(6.2)
Рассчитанное усилие, необходимое для работоспособности приспособления, должно быть как минимум в 5-8 раз меньше усилия, развиваемого приводом приспособления или технологическим оборудованием.
Усилие, развиваемое пневмоприводом:
Fп=![]() 12,5 (кН),(6.3)
12,5 (кН),(6.3)
где D – диаметр поршня или диафрагмы в пневмоприводе, м;
р – давление сжатого воздуха, Па;
h - КПД, принимаем равным 80%;
Fс – усилие сопротивления возвратной пружины в крайнем рабочем положении поршня, Н:
FC=![]() (Н),(6.4)
(Н),(6.4)
где k – коэффициент жесткости одного витка пружины, по справочным данным для пружины сжатия и растяжения первого класса, первого разряда (ГОСТ 13766-68) из материала проволоки класса 1 по ГОСТ 9389-75 для диаметра проволоки 3 мм и наружным диаметром пружины 16 мм k=36,87;
n – количество витков пружины, n=4;
х – рабочая длина пружины, мм.
Как видно из результатов формул (6.2) и (6.3) условие Fп/Fг.общ.>5..8 выполняется.
Время срабатывания пневмопривода:
t=![]() 1 (c),(6.5)
1 (c),(6.5)
где L – длина хода поршня, для диафрагмы L=(0,25¸0,35)×D, принимаем L=0,3×D, м;
![]() - диметр воздухопровода, м;
- диметр воздухопровода, м;
V – скорость подачи воздуха, принимаем равной 2000 м/с.
Литература
1. Варламов Р.Г. Справочник конструктора РЭА – М., Сов. Радио, 1980
2. Гуськов Г.Я. Монтаж микроэлектронной аппаратуры – М., Радио и связь, 1986
3. Достанко А.П. Технология и автоматизация производства – М., Радио и связь, 1985
4. Достанко А.П., Ланин В.Л. Методическое пособие к курсовому проектированию по курсу «Технология РЭА и оборудования» – Мн., МРТИ, 1987
5. ЕСТД. Общие требования к формам, бланкам и документам (ГОСТ 3.1104-81). Формы и правила оформления маршрутных карт (ГОСТ 3.1118-82). Система обозначения технологической документации (ГОСТ 3.1201-85).
6. Классификатор технологических операций машиностроения и приборостроения – М., Издательство стандартов, 1987
7. Павловский В.В., Васильев В.И. Проектирование технологических процессов изготовления РЭА – М., Радио и связь, 1982
8. Хмыль А.А., Ланин В.Л. Методическое пособие к курсовому проектированию по курсу «Технология РЭА, оборудование и автоматизация» – Мн., МРТИ, 1979
9. 1. Достанко А.П., Емельянов В.А., Ланин В.Л., Хмыль А.А. Методическое пособие по курсовому проектированию по дисциплине ²Технология РЭС и автоматизация производства² для студентов специальности ²Проектирование и производство РЭС ². - Мн.:БГУИР, 1997. - 104 с.
10. 2.ОСТ 4ГО.054.263 Сборочно-монтажное производство. Подготовка проводов, сборка жгутов и кабелей.
11. 3.ОСТ 4ГО.054.264 Подготовка ЭРЭ к монтажу.
12. 4.ОСТ 4ГО.054.265 Установка ЭРЭ на плате.
13. 5.ОСТ 4ГО.054.267 Пайка электромонтажных соединений.
14. 6.ГОСТ 25378-82 Работы промышленные. Номенклатура основных показателей.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

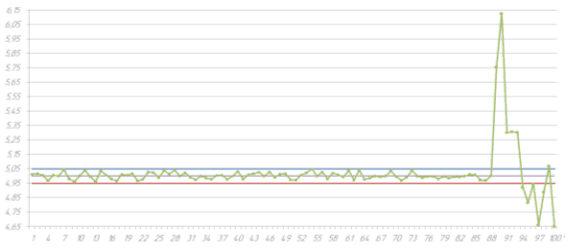

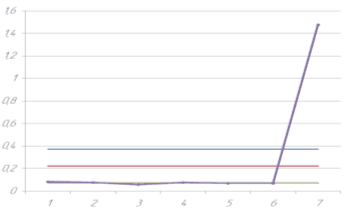
... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев