Анализ состояния МТП
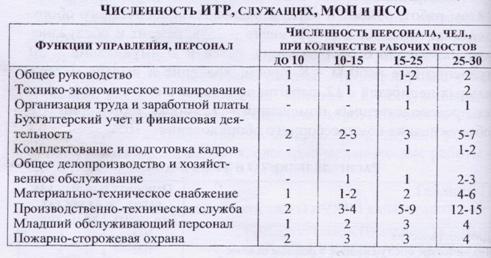
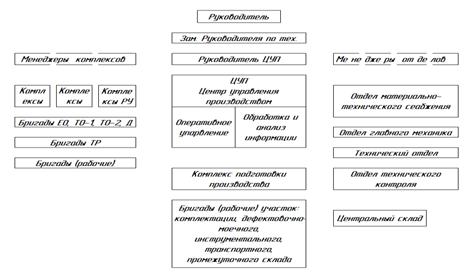
Структура инженерной службы
Расчет годовой загрузки мастерской
Расчет трудоемкости работ
Распределение трудоемкости работ между звеньями ремонтной мастерской
Планирование загрузки ЦРМ
Расчет годовых фондов времени рабочих
Общая характеристика отделения
Расчет производственной площади
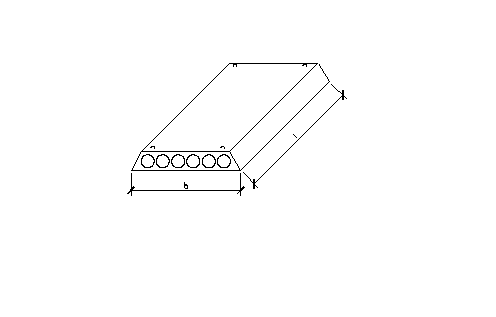
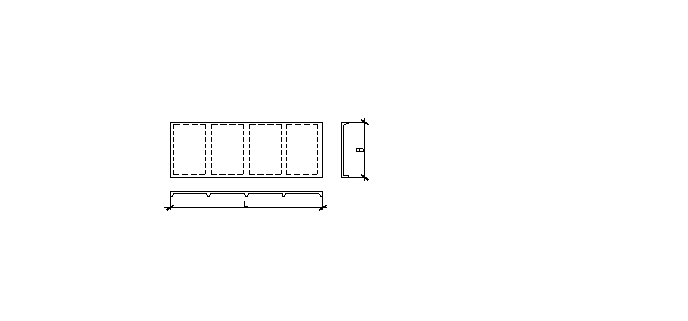
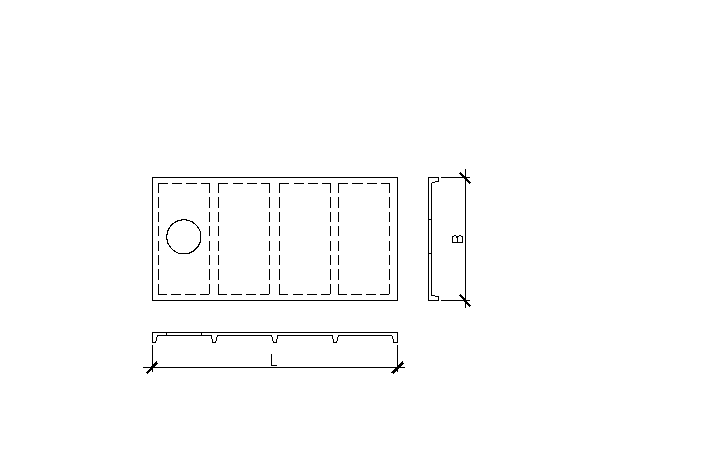
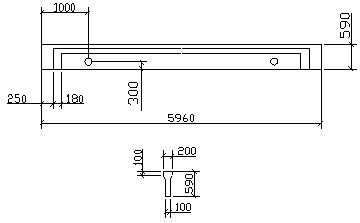
Характеристика приспособления
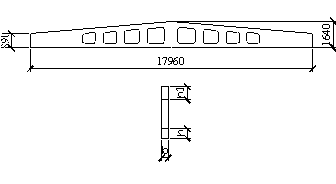
Расчет основных элементов конструкции
Мероприятия по обеспечению безопасных условий труда
Навигация
Расчет производственной площади
Проектирование малярного участка в условиях районных ремонтных мастерских
55001
знак
17
таблиц
4
изображения
3.3 Расчет производственной площади
Площадь ремонтных мастерских по назначению подразделяют на производственные, вспомогательные, складские, бытовые и административно-конторские. При проектировании мастерской рассчитывают площадь производственных участков, а остальных помещений принимают в процентном отношении к общей производственной площади или удельным показателем.
В курсовом проекте целесообразно рассчитать производственные площади участков наружной очистки, ремонтно-монтажного, технического обслуживания и диагностики, ремонта с/х машин и др. по формуле 3.2
![]()
![]()
где Smi, Sобj - соответственно площади, занимаемые машинами и оборудованием, (м)
Кs– переходной коэффициент учитывающий рабочую зону единицы оборудования, расстояния до строительных конструкций (3…4)
3.4 Планировочное решение участка
Планировочное решение предусматривает точное размещение рабочих мест, при котором наиболее полно учитывается характер выполняемых работ и требования охраны труда. Главное требование к планировке: рабочие места и оборудование необходимо располагать в соответствии направления технологического процесса.
Результаты проходов «проездов» рабочих зон должны отвечать нормативным требованиям охраны труда, обеспечить удобство эксплуатации и обслуживания оборудования рабочих мест.
На технической планировке показываются строительные элементы здания или помещения оказывающие влияние на расстановку оборудования, технологическое и подъемно транспортное оборудование, расположение рабочих на рабочих местах, расположение ремонтируемых объектов (тракторов, комбайнов, с/х машин), места подвода электроэнергии, сжатого воздуха, воды, пара, газа, проходы, проезды и т. д.
План выполняется в начале на кардинатной бумаге в масштабе 1:10, 1:25 ( или более мелких масштабах)
На план вначале наносятся оси стен, колонны (шаг колон 6м), наружные и внутренние стены, перегородки с проемами для ворот, дверей и окон, указываются наименования соседних участков. Элементы зданий и сооружений показываются по ГОСТ-21.107
Основной принцип планировки оборудования – прямоточность движения ремонтируемых объектов на участке и установление минимальных, но достаточных расстояний между оборудованием и элементами зданий согласно норм технологического проектирования. Так станки, стенды и другое оборудование устанавливается, чтобы расстояние от стен, колонн, между боковыми сторонами было 600-800 мм, рабочая зона не менее 800мм. Верстаки, стеллажи ставятся вплотную к стенкам (перегородкам).
Оборудование рабочего места следует размерять по возможности возле окон, чтобы свет падал на рабочее место спереди или сбоку. Проходы между оборудованием не ниже 1500 мм, основной проезд на разборочном не ниже 3000мм.
Возле оборудования показывают место расположения рабочего в виде круга диаметром 500мм. (в соответственном масштабе (с затушенной половиной)). Светлая половина означает лицо рабочего и обращена к оборудованию.
3.5 Организация работ на участке
Технологический процесс окраски машин и сборочных единиц включает работы по подготовке поверхностей под окраску, грунтовку, шпатлевку, нанесение лакокрасочного покрытия и его сушку.
Для деталей тракторов и комбайнов, испытывающих в процессе работы значительную вибрацию, применение шпатлевки не желательно.
Выбор того или иного метода подготовки поверхности зависит от характера окраски (капитальная, ремонтная или профилактическая окраска), габаритных размеров и вида объекта, а также от состояния поверхности, подлежащей окраске.
Обезжиривание наиболее часто производят водными растворами синтетических моющих средств щелочного типа – МЛ-51, МС-8, МС-6, МС-5, Лабомид-101, КМ-1 и др., в струйных камерах или ваннах.
Для обезжиривания окрашиваемых поверхностей применяют также органические растворители. Их поверхности протирают хлопчатобумажной ветошью, смоченной растворителями (Уайт-спирт, бензин), щетками или окунают (мелкие детали) в ванны с уайт-спиртом, трихлорэтиленом или другими хлорированными углеводородами.
Следует отметить токсичность паров органических растворителей, обуславливающих применение оборудования специальной конструкции и эффективной вентиляции.
Перед окраской поверхности покрывают грунтовкой для улучшения сцепления краски с окрашиваемой поверхностью, повышения коррозионной стойкости и уменьшения пористости покрытия. Грунтовку наносят ровным слоем толщиной 0,015…0,20 мм. Применяются следующие марки грунтовок для окраски черных металлов: глифталевая ГФ-020 и пентафталевые ПФ-020, ПФ-033, ПФ-099. При шпатлевке при помощи шпателя, имеющего вид скребка, выемки заполняются густой массой, затвердевающей при высыхании. Толщина каждого слоя не должна превышать 0,5 мм, а общая – 1…1,5 мм. Каждый слой шпатлевки необходимо высушить до нанесения следующего. Используются шпатлевки пентафталевые ПФ-002, нитроцеллюлозные НЦ -007, НЦ-008 и др.
Тракторы и сельскохозяйственные машины обычно окрашивают пентафталевыми ПФ-133, перлохлорвениловыми ХВ-113 или меламиноалкидными МЛ-113 эмалями. Для окраски легковых автомобилей применяются быстросохнущие нитроэмали различных марок. Кабины и детали оперения грузовых автомобилей окрашивают нитроглифталевыми эмалями 519-СП, 521-СП и др. В последнее время разработаны преобразователи ржавчины, с использованием которых окраска может вестись по заржавленной поверхности. Это освобождает от необходимости производить очистку и сокращает затраты труда. Принцип действия преобразователей ржавчины состоит в том, что ржавчина преобразуется в защитный слой химически стойких нерастворимых соединений, прочно сцепленных с поверхностью металла. Грунтом-преобразователем ржавчины является, пример, ВА-0112, содержащий поливинилацетатную эмульсию, окись хрома, окись алюминия, красный железоокисный пигмент и воду.
Раздел 4 Разработка конструкторского приспособления
Похожие работы
... трудовой деятельности. Настоящий закон распространяется на работников автотранспортных организаций (АТП), автотранспортных цехов, участков иных организаций, предоставляющих услуги по техническому обслуживанию, ремонту и проверке технического состояния автотранспортных средств (станции технического обслуживания, авторемонтные и шиноремонтные организации, гаражи, стоянки и т.п.), а также на ...
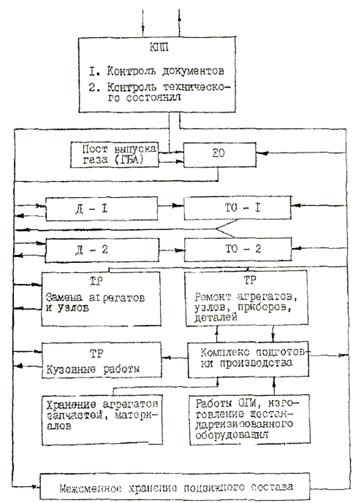
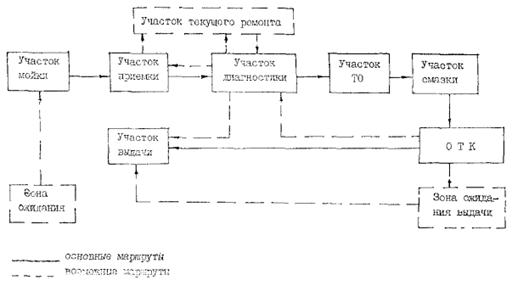
... 8 ДВ3 2.435-6 ДП5 4 Ворота ВР1 1.435.9-17 ВР 42*42-Т 3 753 ВР2 1.435.9-17 ВР 36*36-Т 1 635 1.6 Технологический процес Центральная ремонтная мастерская для хозяйств с парком 75 тракторов предназначена для проведения диагностики, тех.обслуживания и текущего ремонта, тракторов, комбайнов, автоиобилей, сельскохозяйственных машин и оборудования ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...
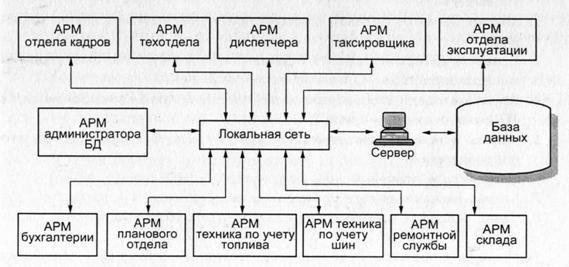
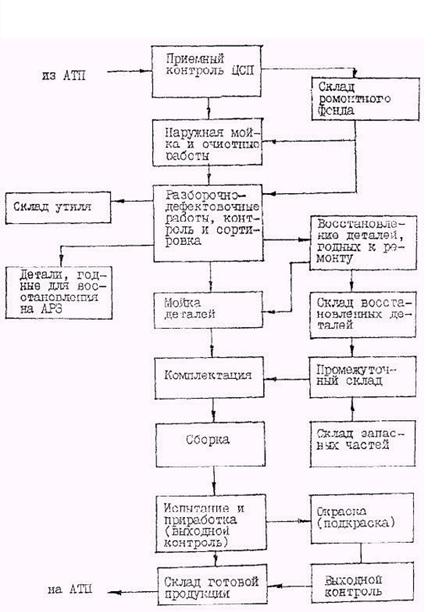
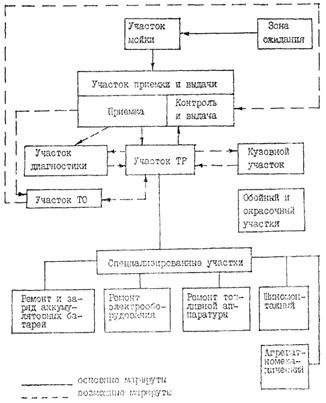
... турный номер). Если использовать штриховое кодирование в рамках всей отрасли (АТП, автозаводы, СТОА, магазины запасных частей Рисунок 3. Схема потоков информации в авторемонтных мастерских 4.2 Выбор метода организации технологического процесса на объекте проектирования. В зоне диагностики, технологический процесс может быть организован методом универсальных или специализированных ...
0 комментариев