Навигация
1. Исходные данные
Деталь «Полумуфта» представлена на рисунке 1. Согласно заданию, она должна быть изготовлена из материала Сталь40Х с упрочняющей термообработкой.
Таблица 1.1
Химический состав материала Сталь40Х в %
| Si | Mn | Cu | N | S | C | P | Cr |
| 0.17…0.37 | 0.5…0.8 | 0…0.3 | 0…0.008 | 0…0.035 | 0.36…0.44 | 0…0.035 | 0.8…1.1 |
Таблица 1.2
Физикомеханические свойства материала Сталь40Х
|
|
|
|
|
|
|
| 7850 | 200 | 10 | 45 | 980 | 785 |
Таблица 1.3
Зависимость типа производства от объема выпуска (шт.) и массы детали
| Масса детали, кг | Тип производства | ||||
| единичное | мелкосерийное | среднесерийное | крупносерийное | массовое | |
| < 1 | < 20 | 20-2000 | 2000-20000 | 20000-100000 | св. 100000 |
| 1,0-4,0 | < 15 | 15-1000 | 1000-10000 | 10000-75000 | св. 75000 |
| 4,0-10 | < 10 | 10-500 | 500-5000 | 5000-50000 | св. 50000 |
| 10-20 | < 7 | 7-250 | 250-2500 | 2500-25000 | св. 25000 |
| > 20 | < 5 | 5-120 | 120-1200 | 1200-15000 | св. 15000 |
Годовая программа выполнения – 150000 штук. Масса детали, по данным приложения Компас 3D, G ≈ 0,925кг. Таким образом, согласно данным таблицы 1.3, производство является массовым.
Исходя из названия детали, и принимая во внимание ее конструктивную форму, можно предположить, что плоскость с чистотой обработки Ra1.25 (поверхность К рис.2) является конструкторской базой для детали механизма, находящейся внутри корпуса, стенка которого цилиндрической формы центруется отверстием Æ120Н7 и крепится стопорным кольцом. Канавка шириной 2,8+0,3 служит для фиксации стопорного кольца.
Исходя из вышеизложенных предположений, в процессе обработки детали кроме выполнения допусков размеров и посадок необходимо обеспечить перпендикулярность плоскости А и поверхности К; симметричность расположения отверстий Æ8,5 относительно оси вращения детали в пределах допуска на размер их межцентрового расстояния.
Что касается материала, то лучшим вариантом является 40Х, который является достаточно прочным и износостойким для зубчатого зацепления с небольшим модулем, кроме того этот материал подвержен термообработке и достаточно легко обрабатывается резанием.
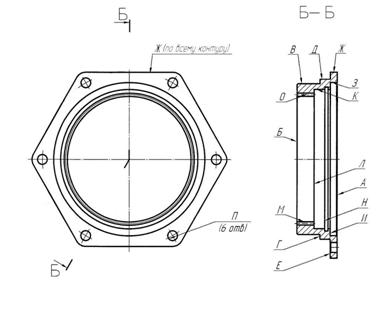
Рисунок 2 – Расположение поверхностей
Похожие работы





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
0 комментариев