Навигация
Характеристика приспособлений, режущих и измерительных инструментов
21762
знака
9
таблиц
5
изображений
4.3 Характеристика приспособлений, режущих и измерительных инструментов
Токарная обработка в обеих позициях и последующие операции производятся в трехкулачковом самоцентирующемся патроне с гидравлическим зажимом. Для первого перехода операции токарная с ЧПУ применяются специально проточенные кулачки с углом внутреннего конуса 5° для зажима за штампованную коническую поверхность.
Режущий инструмент, применяемый на всех операциях токарной обработки за исключением специального резца для обработки канавки шириной 2,8+0,3, является стандартным, оснащенным сменными напайками из твердого сплава. На черновых переходах применяются пластинки Т5К10, поскольку при точности поковки по классу Т2 резание будет непрерывным с относительно равномерным сечением среза. Из этого же материала будут пластинки для прорезки канавки. На чистовых переходах применяются пластинки Т15К6 либо Т30К4.
При обработке шести отверстия диаметром 8,5 мм будет применяться материал режущего инструмента – Р18. Он позволит вести обработку с более высокими скоростями резания по сравнению с дешевым сплавом Р6М5.
Сверление будет осуществляться с использованием шестишпиндельной насадки через направляющие кондукторные втулки, что позволяет вести сверление без специального перехода предварительного центрования.
Нарезание внутреннего зубчатого венца (поверхность О) будет производиться на зубодолбежном полуавтомате модели 5В12 стандартным долбяком из материала Р18.
Измерительные инструменты в массовом производстве это исключительно калибры для измерения наружных размеров и пробки для измерения внутренних цилиндрических поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей.
5. Разработка технологической документации
Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта».
Операционные карты и карты эскизов будут составлены для операций 110 и 120 токарная с ЧПУ.
Для операции 130 вертикально-сверлильная операционный эскиз представлен на рисунке 4.
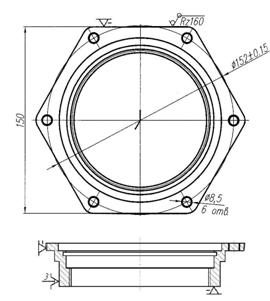
Рисунок 4 – Операционный эскиз к операции вертикально-сверлильная
Краткое описание операции вертикально-сверлильная по правилам маршрутно-операционного описания (сокращенная запись перехода):
Содержание перехода — Сверлить 6 отверстий Ø8,5 одновременно (совместно).
Технологическая оснастка — ПР – патрон трехкулачковый (1); комплект кулачков (1); шестишпиндельная насадка (1); упор (1); ВИ – втулка переходная (6); РИ – сверло Ø8,5 с коническим хвостовиком ГОСТ 1336-77 Р18; СИ – калибр пробка Ø8,5Н14; штангенциркуль ШЦ250-0,02.
Для операции 140 зубодолбежная операционный эскиз представлен на рисунке 5.
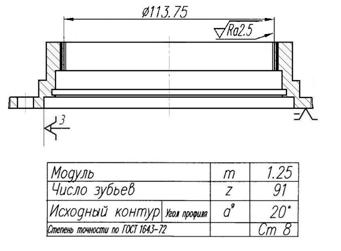
Рисунок 5 – Операционный эскиз к операции зубодолбежная
Краткое описание операции зубодолбежная по правилам маршрутно-операционного описания:
Содержание перехода — Долбить зубчатый венец.
Технологическая оснастка — ПР – патрон трехкулачковый (1); комплект кулачков (1); РИ – долбяк модуль m=1,25 Р18; СИ – зубомер; шаблон.
6. Назначение режимов резания, определение штучного времени и загрузки оборудования
Припуски на обработку поверхностей назначаются по ГОСТ 7505-89. Исходный индекс – 9. На основании принятых припусков определяются исходные размеры заготовки:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Допуски на размеры согласно ГОСТ 7505-89:
Æ![]() ; Æ
; Æ![]() ; Æ
; Æ![]() ; Æ
; Æ![]() ; Æ
; Æ![]() ;
; ![]() ;
; ![]() ;
; ![]()
(из контрольной работы №1 для справки)
Похожие работы





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
0 комментариев