Навигация
Определение такта выпуска и типа производства
21762
знака
9
таблиц
5
изображений
3. Определение такта выпуска и типа производства
При отсутствии данных о производстве (как в данном случае) для определения коэффициента закрепления ![]() тип производства определяется приблизительно по таблице согласно [1].
тип производства определяется приблизительно по таблице согласно [1].
При массе детали по данным приложения Компас 3D, G ≈ 0,925 кг и годовой программе выпуска 150000 штук тип производства – массовый.
Такт выпуска для массового производства рассчитывается как время между выпуском двух следующих друг за другом деталей. Такт выпуска ![]() (мин) определяется по формуле:
(мин) определяется по формуле:
![]() ,(3)
,(3)
где![]() – действительный годовой фонд времени работы оборудования,
– действительный годовой фонд времени работы оборудования, ![]() ;
;
![]() – годовая программа выпуска деталей, штук.
– годовая программа выпуска деталей, штук.
Действительный годовой фонд времени работы оборудования при пятидневной рабочей неделе и двухсменной работе принимается равным ![]()
Тогда по формуле 3 получается:
![]()
4. Разработка техпроцесса механической обработки
4.1 Разработка маршрута обработки и выбор баз на переходах всех операций
Как указано в первой части контрольной работы, обработка наружных цилиндрических поверхностей, а также плоскостей будет производиться на операции токарная с ЧПУ на станке токарно-винторезном с ЧПУ 16К20Ф3.
Комплектом черновых баз являются поверхности штампованной заготовки соответствующие плоской поверхности детали А и наружной шестигранной поверхности Ж (в данном подразделе номера поверхностей приведены согласно рисунка 2), поскольку поверхность А имеет наибольший размер и при штамповке в закрытом штампе направление конусности, обеспечивающее надежное закрепление.
На первом переходе будут обработаны наружные цилиндрические поверхности В и Д, фаски, торцевые поверхности Б, Г и Е, внутренняя цилиндрическая поверхность М – как настроечная база последующего зубодолбления.
Комплектом баз на следующем переходе операции токарная с ЧПУ являются наружная цилиндрическая поверхность В и торцовая поверхность Б.
На данном переходе будут обработаны торцевая поверхность А, внутренние цилиндрические и торцевые поверхности З, К и И, Л соответственно, а также канавка Н.
Сверление отверстий производится на вертикально-сверлильном станке 2Н125 с использованием шестишпиндельной насадки через направляющие кондукторные втулки.
Нарезание внутреннего зубчатого венца (поверхность О) будет производиться на операции зубодолбление на зубодолбежном полуавтомате модели 5В12.
На данной операции комплектом баз будут являться внутренняя цилиндрическая поверхность З и торцевая поверхность А. Настроечной базой служит поверхность М.
4.2 Разработка технологического процесса обработки детали
Чистовые (черновые) базы
При выборе чистовых баз следует иметь в виду, что наибольшая точность обработки достигается при условии использования на всех операциях механической обработки одних и тех же базовых поверхностей. Используем несколько комплектов чистовых баз для обработки детали (Рисунок 3).
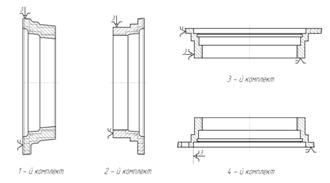
Рисунок 3 – Комплекты баз: 1-й и 2-й для токарной обработки, 3-й сверловки отверстий и 4-й для долбежки зубчатого венца
Последовательность производимых операций:
005 – 100 Заготовительная
105 Химико-термическая
На данной операции осуществляется закалка заготовки до необходимой твердости.
110 – токарная с ЧПУ
На этой операции производится черновая и чистовая обработка детали с использованием 1-го комплекта баз.
Точить поверхности В, Д и М с подрезкой торцов Б, Г и Е предварительно и окончательно, снять фаски.
Приспособления: трехкулачковый патрон, комплект кулачков с проточкой.
Р.И.- Резец проходной (2), резец упорный (2), резец расточной (2) (материал резцов Т5К10 - черновая и Т15К6(Т30К4) – чистовая).
В.И.- Резцедержатель.
Станок токарно-винторезный с ЧПУ 16К20Ф3.
120 – токарная с ЧПУ
На этой операции производится черновая и чистовая обработка детали с использованием 2-го комплекта баз.
Точить поверхности З и К с подрезкой торцов А, И и Л и проточить канавку Н предварительно и окончательно, снять фаски.
Приспособления: трехкулачковый патрон, комплект кулачков.
Р.И.- Резец проходной (2), резец расточной упорный (2), резец расточной канавочный (материал резцов Т5К10 - черновая и Т15К6(Т30К4) – чистовая).
В.И.- Резцедержатель.
Станок токарно-винторезный с ЧПУ 16К20Ф3.
130 – Вертикально-сверлильная
На этой операции производится сверление 6-и отверстий Ø8,5 с использованием специальной шестишпиндельной насадки.
Приспособления: трехкулачковый патрон, комплект кулачков, упор.
Р.И. – сверло Ø8,5 (6 штук) (Р18,Р9)
В.И. - шестишпиндельная насадка
Станок вертикально-сверлильный 2Н125
140 – Зубодолбежная
На этой операции производится нарезание внутреннего зубчатого венца (поверхность О).
Приспособления: трехкулачковый патрон, комплект кулачков.
Р.И. – долбяк модуль 1,25 (Р18)
Станок зубодолбежный полуавтомат модели 5В12
150 – моечная
Мойка детали производится в моечной машине.
160 – контрольная.
Контроль производится на столе контрольном. Объем контролируемых размеров зависит от важности использования этих размеров и от метода их получения. Выбранные объёмы контроля размеров и средства его обеспечения приведены в карте контроля комплекта документов.
Похожие работы





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
0 комментариев