Основные принципы организации производственного процесса
Производственный цикл и его структура
Виды движения партии деталей в производстве
Организация производственного процесса в пространстве
Типы производства и их технико-экономическая характеристика
Однопредметные непрерывно-поточные линии
Только для непрерывного режима работы производства);
Определение числа рабочих мест на поточной линии и степени их загрузки
Выбор ритма работы поточной линии и построение графика её работы
Методы разработки и принятия управленческих решений
Методы управления персоналом, рациональная организация труда
Общая характеристика автоматического производства и виды автоматических линий
Гибкие автоматизированные производства и гибкие производственные системы
Типы внутрифирменного планирования
Стратегическое и оперативное планирование производства. Процесс планирования в экономической организации
Организация внутрифирменного планирования
Навигация
Гибкие автоматизированные производства и гибкие производственные системы
Организация, планирование и управление производственным предприятием
181026
знаков
10
таблиц
14
изображений
3.3 Гибкие автоматизированные производства и гибкие производственные системы
Гибкое производство - это производство, которое позволяет за короткое время и при минимальных затратах, на том же оборудовании, не прерывая производственного процесса и не останавливая оборудование, по мере необходимости переходить на выпуск новой продукции произвольной номенклатуры в пределах технических возможностей и технического назначения оборудования.
В настоящее время особенно остро ставится вопрос о дальнейшей интенсификации производства, повышении его эффективности и обеспечении выпуска конкурентоспособной продукции. Достижение этих целей возможно лишь при осуществлении существенного роста производительности технологического оборудования и широкой его автоматизации. Эффективным средством реализации указанного является широкое применение гибких производственных систем (ГПС) и гибких производственных комплексов, управляемых от ЭВМ и работающих по принципу гибко переналаживаемых технологий.
В ГПС можно автоматизировать практически все технологические операции. Традиционный подход к построению ГПС состоит в замене универсального неавтоматизированного оборудования станками с ЧПУ или многооперационными станками со сменными спутниками на объединения групп станков единой ЭВМ.
Основными частями автоматизированных комплексов (ГПС) являются:
- автоматизированные транспортные системы подачи заготовок, удаления готовых деталей, подачи инструмента и его возвращения на склад;
- группы станков с автоматизированной сменой инструмента;
- центральная ЭВМ, управляющая их действиями.
В технически развитых странах накоплен опыт создания ГПС, компоновка которых зависит от многих факторов:
алгоритма работы оборудования и его состава,
степени автоматизации ГПС,
потоков заготовок, инструментов, информации,
организации транспортно-накопительных систем.
В конце 60-х гг. Прогресс вычислительной техники и средств автоматизации технологических процессов достиг такого уровня, что в промышленно развитых странах был поставлен вопрос о крупномасштабной автоматизации на основе ЭВМ. В то время было трудно ответить точно, где проявится наибольший эффект от внедрения новых технических средств - в технологии или производстве. Поэтому в 70-х гг. отдельно друг от друга стали развиваться главным образом 2 сферы:
1. автоматизация обработки информации - автоматизированные системы управления (АСУ), системы автоматического управления (САПР???)
2. автоматизация технологии производства - технологическое оборудование с ЧПУ, автоматизированные системы управления технологическими процессами (АСУТП), промышленные роботы (ПР).
Опыт показал, что обработка информации (автоматизированная) в отрыве от автоматизации технологии не приводит к желаемым результатам. Поэтому в 80-х гг. был взят курс на интеграцию указанных сфер автоматизации. Наиболее интенсивным направлением такой интеграции является создание автоматизированных производственных систем, получивших название гибких производственных систем (ГПС).
Периоды развития:
1. 60-70 гг. - продуктом первого периода стали такие новинки, как промышленный робот, обрабатывающий центр, микропроцессор, автоматизированное рабочее место проектировщика и др.
2. 80-е - характеризуется первыми попытками реализовать методологию локально-комплексной автоматизации производства. Так возникли робототехнические комплексы (РТК), гибкие модули, линии и участки.
3. 90-е - появились гибкие технологии с высоким уровнем машинного интеллекта техники управления производством.
ГПС является принципиально новой формой организации и интеграции производства на основе внедрения новой техники и технологии управления. В результате изменения и совершенствования форм организации сокращается живой овеществленный труд в единице продукции. С внедрение ГПС организуется "безлюдное" производство, достигается высокая производительность многооперационного оборудования и его непрерывная работа. (В настоящее время безлюдность уже не рассматривается как основная техническая цель создания ГПС. Более перспективным с точки зрения снижения эксплуатационных издержек, повышения гибкости и особенно надежности работы ГПС считается сочетание передовой технологии и высококвалифицированной работы на более высокой ступени организации производства)
Внедрение ГПС требует определения экономической целесообразности уровня гибкости автоматизации определенного объекта. Экономический критерий - своеобразный компромисс между уровнем гибкости и размерами расходов на новую технику и перестройку оборудования в ходе производства. Основными организационно-техническими целями и критериями эффективности функционирования ГПС является уменьшение численности промышленно-производственного персонала, снижение себестоимости продукции, повышение использования производственных мощностей, сокращение срока разработки изделий. Определение целей разработки ГПС должно основываться на анализе и прогнозировании потребностей производства продукции и организационно-экономической оценке альтернативных вариантов организации производства, удовлетворяющих принятым критериям.
Для подобных современных производственных комплексов характерны высокая степень технологической, параметрической и структурной гибкости и широкое применение принципа типовых технологических, управленческих и технологических решений.
По технологическому признаку ГПС в различного рода дискретных производствах могут быть разделены на 2 группы.
ГПС первой группы предназначены для выпуска с высокой производительность крупных серий узкого спектра изделий, характеризующихся высокой степенью конструктивного и технологического подобия. Примером могут служить блоки цилиндров автомобильного двигателя, изготовляемые на 4 или 6 цилиндров с расточками под гильзы различных размеров. Такие технологические задачи решают, применяя разновидность ГПС, называемую гибкой поточной линией (ГПЛ). На такой линии поток изделий перемещается с заданным ритмом по рабочим позициям, расположенным в соответствии с технологическим маршрутом и связанным внутренними межстаночными транспортными устройствами. Изделие проходит производственный цикл, который определяется технологическим маршрутом и соответствующим этому маршруту расположение оборудования.
Однако для такой разновидности ГПС характерно то, что для перехода на изделия другого наименования необходимо остановить поток, завершить обработку имеющегося задела, остановить оборудование, перекомпоновать производственные бригады, произвести переналадку оборудования и затем снова запустить поток на выпуск изделий нового наименования. Таким образом, одновременно в производстве в условиях гибкого потока могут находиться изделия только какого-нибудь одного наименования.
Для выпуска изделий широкой номенклатуры, ограниченной только техническими характеристиками типоразмеров применяемого оборудования, специализацией и квалификацией производственного персонала и обладающей большим технологическим разнообразием, создаются ГПС второй группы, характеризующиеся иной организационной и функциональной структурой. Для них характерно движение изделий от одной единицы оборудования к другой по участку по произвольно изменяемому маршруту с возможностью его прерывания. Маршрут движения изделий и последовательность выполнения технологических операций не связаны с расположением оборудования или с неизменным порядком чередования специализированных производственных бригад, а определяются планом работы производственного комплекса и расписанием загрузки оборудования. Здесь возможно одновременное нахождение в производстве изделий различных наименований и не требуется обязательного выравнивания для различных изделий времени пребывания на соответствующих операциях технологического маршрута так же, как и числа этих операций. К ГПС данной разновидности относятся технологические комплексы разного масштаба и различной степени сложности и уровня автоматизации - от гибких участков и цехов до гибких автоматизированных производств и объединений. Т.о., многономенклатурные дискретные гибкие производства, независимо от их природы, характеризуются одновременной работой над несколькими изделиями с выполнением при этом отдельных операций технологического маршрута на характерном для этих операций технологическом оборудовании либо с привлечением специализированного для выполнения этих операций персонала.
Для ГПС второго поколения характерны нелинейные схемы организации производства, при которых порядок прохождения деталями технологических маршрутов определяется не конфигурацией технологической линии, а зависит от уровня загрузки тех или иных станков системы.
Важнейшими условиями гибкого комплексно-автоматизированного производства являются комплексная стандартизация режущего и вспомогательного инструмента, крепежной оснастки, уменьшение на основе стандартизации многообразия инженерных решений и обеспечение технологичности обрабатываемых деталей еще на стадии проектирования.
При внедрении ГПС необходимо соблюдение принципов специализации. Пропорциональности, параллельности, непрерывности, ритмичности, равномерности.
При анализе и решении о внедрении ГПС освещаются следующие проблемы: анализ состояния, тенденции, цели и критерии создания ГПС, характеристика особенности организации производства в условиях ГПС, проектирование ГПС в целом и по отдельным элементам, взаимосвязь ГПС с системами управления производства и всего предприятия, определение предварительной экономической эффективности до внедрения, внедрение системы, поддержание ее в состоянии эффективного функционирования.
Следует отметить, что ГПС не могут заменить все традиционные виды производства. Их области применения широки, но не беспредельны.
Если сравнивать по себестоимости единицы продукции в зависимости от объема годового выпуска, то гибкая автоматизация целесообразна в диапазоне годового объема выпуска от десятков и сотен тысяч деталей до нескольких миллионов. Свыше нескольких миллионов деталей выгодно применять жесткую автоматизацию, а при нескольких сотнях деталей в месяц - целесообразен ручной труд.
Оптимизация систем производства и производственного процесса осуществляется путем многокритериального сравнительного анализа нескольких возможных вариантов. Основными оптимизируемыми параметрами являются: срок изготовления деталей, стоимость продукции, коэффициент загрузки оборудования. Важное место в обеспечении эффективности работы ГПС отводится контролю за состоянием инструмента и функционированием станков, роботов и периферийных устройств.
Тема 4. Организация внутрифирменного планирования
Похожие работы
... (1 + R/100) , где Т – установленный тариф; ΣЗ – сумма затрат на перевозки; R – планируемая норма рентабельности, %. Верхний предел планируемой нормы рентабельности для автотранспортных предприятий составляет 35%. 2. Установление тарифов по конъюнктуре рынка. В этом случае разработанные тарифы АТП сопоставляют со складывающейся конъюнктурой рынка. При этом возможно установление тарифов по ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... стратегии. Особое внимание следует уделить составлению договора, чтобы избежать недопонимания между партнерами в будущем. 4. Особенности организации и оперативного управления совместным предприятием 4.1 Особенности организации совместного предприятия Совместные предприятия создаются и действуют на территории принимающей страны на условиях и в юридической форме, определяемых ...
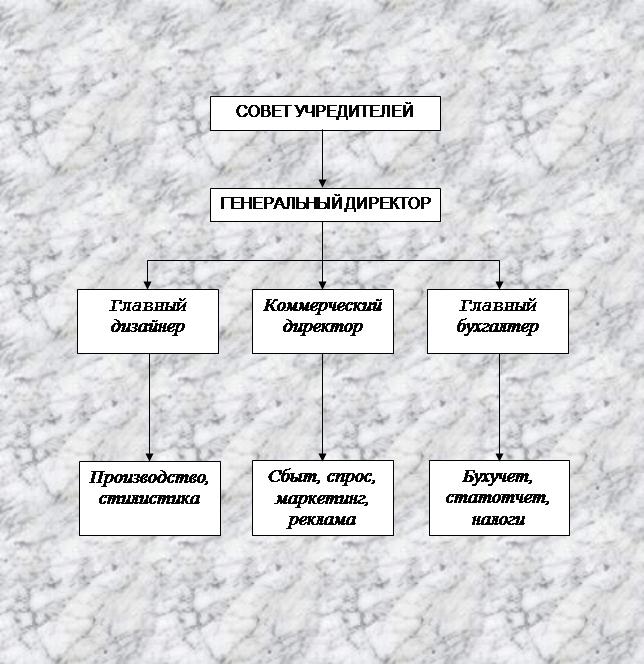
... рабочий стол так, чтобы свет на его поверхность падал спереди и слева. Лучшим является естественное дневное освещение. ГЛАВА 2. Организация производства и управления на предприятии “СУВЕНИР” 2.1. Организационно-управленческая структура Организационная структура любого предприятия сильно зависит от отраслевых особенностей ...
0 комментариев