Навигация
∙ 2 – количество выходных дней (субботы и воскресения) в течение года;
53777
знаков
12
таблиц
2
изображения
52 ∙ 2 – количество выходных дней (субботы и воскресения) в течение года;
Ксм – коэффициент сменности (может принимать целые значения: 1,2,3);
Тсм – длительность одной смены.
и тогда Т эф п= Т ном – Т рем – Т тех , (2.8)
где Т эф п - годовой фонд эффективного времени по проекту (с учетом установленного коэффициента сменности).
Для увеличения годового фонда эффективного времени при 5-дневной рабочей неделе целесообразно проводить текущие ремонты в дни, являющиеся выходными для основных технологических рабочих. Поэтому в расчет Трем должна быть внесена поправка:
Т рем п = n г (к) ∙ t к + n г (т) ∙ t т п , (2.9)
где Т рем п - длительность остановок на ремонт по проекту;
n г (к) и n г (т) – количество капитальных и текущих ремонтов в год;
t к и t т п – соответственно длительность простоя в капитальном и текущем ремонтах.
При расчете t т п следует из t т вычесть время простоя в ремонте, приходящееся на выходные дни основных технологических рабочих.
и тогда
Т эф п= Т ном – Т рем п – Т тех , (2.10)
Выполним обоснование условий выполнения задания по объему производства для участка фасовки и упаковки:
Qг = 7800 т/год
Тном.5 дн. = (365-52*2)*3*8 = 6264ч.
Тэф = 6264 – 6 * 0 – 600 + 192 = 5850
Тэф.п. = Тэф*К = 5850*0,898 = 5253,3 т/год
Q = 7800/ 1*5253,3 = 1,48
Выполним обоснование условий выполнения задания по объему производства для участка производства пасты:
Тном.5 дн. = (365-52*2)*3*8 = 6264ч.
Тэф.п. = Т Q – Т рем п – Т тех = 6264 – 888 -0 = 5376 ч.
Qг = 7800т/год
Изменяя коэффициент сменности. необходимо подобрать Т эф п так, чтобы обеспечить выполнение годового задания Qг. В соответствии с выражением (2.4), после их преобразования используется ограничение :
n N з п q з ≥ Qг (2.12)
где N з п - количество загрузок техпроцесса по проекту.
Преобразовывать неравенство (2.12) в равенство следует, подбирая значение кз с учетом ограничения, установленного заданием (60-85%%). При этом следует учитывать, что длительность операций зависит от планируемой степени загрузки аппарата, т.к. при неполной загрузке сокращается время транспортных операций.
Qг = 1/ n *Nз * q = 7800
Nз = 7800/(1*10) = 780
![]() = (5376 – 7*(7,67+0,04))/(6,84+0,04) = 780
= (5376 – 7*(7,67+0,04))/(6,84+0,04) = 780
х = 0,04 – дополнительные перерывы в работе оборудования составили около 40 мин.
Для выполнения равенства необходимо снизить количество загрузок технологического процесса до 870:
1*780*7,67 = 5982,6т/г = Qг
Сменные задания по стадиям производственного процесса Qсм устанавливают по формуле:
![]() (2.15)
(2.15)
Если расчетные значения коэффициентов сменности работы оборудования по стадиям производственного процесса различны, в проекте необходимо отразить возможные последствия несовпадения графиков работ и рекомендовать организационно-технические мероприятия, позволяющие обеспечить нормальную работу производства.
Так как на участках фасовки – упаковки и производства пасты графики работы одинаковые, то и сменные задания у них одинаковые:
Qсм фас-уп. =7800*8/5850=10,67 т/см
Qсм произв =7800*8/5376 = 11,6 т/см
Поскольку различны сменные задания на участке фасовки и участке приготовления, то необходимо предусмотреть бункер для хранения полуфабрикатов.
З1 =( Qmax – Qсм min) * Зсм *2мес
З2 =Qсм фасовки *Зсм *2дн
З2 = 10,67т
V = 64,02 т/д = 64,02/1,25 м3 =51,216 м3 - ( минимальный обьем бункера ( т.е. не меньше бункер должен быть).
Для обоснования эффективности фактического производства необходим расчет номинального производства, которое будет работать при пятидневной рабочей неделе, с коэффициентом сменности равным 2.
Расчет объема производства при номинальных условиях
Именно обьем производства при номинальных условиях на участке приготовления будет определять обьем производства по всему предприятию при номинальных условиях по всему предприятию поскольку данный участок(приготовления) является “узким местом”.
Q ном = n * Nз * q з
Тном = (365-52*2)*2*8 = 4176
Тэф. = Тном - Т рем = 4176 – 888 = 3288 ч
Nз = ((3288-(7*7,67))/6,94)+7 = 473
Q ном = 1* 473 * 10 = 4737 т/год
С учетом узкого места номинальный объем производства будет равен 4737т/год
Так как на участке производства пасты и на участке фасовки – упаковки 5-дневный график работы и 2-сменный режим, то у них одинаковое сменное задание, равное:
Qсм = (4730* 8)/ 3282 = 11, 53 т/см
Раздел 3. Обоснование использования трудовых ресурсов
3.1 Обоснование численности производственного персоналаЦель: Расчет численности производственного персонала для определения затрат на оплату труда.
Обоснование численности производственного персонала осуществляется на основе действующих норм обслуживания оборудования, штучного времени и укрупненных трудовых нормативов. Численность основных технологических рабочих рассчитывается раздельно для производственного участка изготовления моющей пасты и участка фасовки и упаковки с учетом сменного задания по объему производства и коэффициента сменности.
Явочная численность отдельно по каждой профессии основных технологических рабочих, работающих по нормированному заданию, рассчитывается по формуле:
Nяв. i = n ∙ Ноб (3.1)
где Nяв. i - явочная численность i-той категории работников,
Ноб - норма обслуживания.
1. явочная численность работников на участке производства пасты, (аппаратчик IV разряда):
Nяв. апп. = 2*1 = 2чел
Т.к., в соответствии с заданием, норма обслуживания (аппаратчик ІV разряда) на одну линию изготовления пасты – 2 чел./ед., то на участке изготовления пасты одна производственная линия.
2. Явочная численность работников на участке фасовки и упаковки:
а) явочная численность машинистов IV разряда
Nяв. маш. = 1*1 = 1 чел
Т.к., в соответствии с заданием, норма обслуживания (машинист ІV разряда) на одну линию изготовления пасты – 1 чел./ед., то на участке изготовления пасты одна производственная линия.
б) явочная численность основных технологических рабочих по операциям, для которых установлены нормы штучного времени, т.е. укладчиков – упаковщиков III разряда:
Nяв. ук. - уп. = (0,32/24*0.,002)+(0,6/24*0.,002)+(0,56/24*0,002)+
(0,42/24*0,002) = 3,965 – общая нагрузка на каждого работника не более 70 %.
Поскольку коэффициент загруженности кождого работника должен быть не более 70% , то численность удовлетворяющая этому условию составит:
Nяв. ук. – уп = 3,965/0,7 = 5,66 = 6 чел.
Такт поточной линии определяется исходя из сменного задания с учетом оперативного времени в течение смены:
![]() (3.3)
(3.3)
где m - масса банки, m - 0,5 кг, т.е. 0,0005 т.
Топ = 430 мин/см - оперативное время;
Qсм = 10,67 т/см – сменное задание.
Отсюда, такт поточной линии равен (с учетом двух производственных линий):
r = 0,0005*430/10,67 = 0,02 мин/шт
При обосновании явочной численности бригады с использованием выражения (3.2) необходимо учитывать коэффициент загруженности рабочих мест. В связи с этим:
- рассчитывается минимальная потребность в рабочих точно (без округлений),
Nяв. ук. - уп. = ((0,32/0,02 *24)+(0,6/0,02 *24)+(0,56/0,02 *24)+(0,42/0,02
*24)) = 3,965 чел.
Т.е. с учетом 1-й производственной линии минимальная потребность рабочих составляет 6 чел.
- рассчитывается численность бригады с учетом загруженности каждого рабочего, не превышающая 70%:
Nяв. ук. - уп.= 3,965 /0,7 = 5,66 = 6чел.
Списочную численность по отдельным категориям основных технологических рабочих определяют округлением в сторону большего значения результата вычислений по формуле:
Nосн.сп i= Nяв. i∙ Ксм.р ∙ Ксп, (3.4)
где Ксп = 1,13 – 1,14 - коэффициент приведения к списочной численности.
1. Определим списочную численность аппаратчиков IV разряда, если Ксм = 3
Nосн.сп.апп..= 2*3*1,14 = 7чел.
2. Списочная численность машинистов IV разряда:
Nосн.сп.маш..= 1*3*1,14 = 4чел.
б) списочная численность укладчиков – упаковщиков III разряда:
Nосн.сп.ук-уп..= 6*3*1,14 = 21 чел.
Расстановка основных рабочих по участку фасовки – упаковки приведена в приложении Б.
Всего списочная численность основных рабочих составит:
Nосн.сп. = Nосн.сп.апп + Nосн.сп.маш + Nосн.сп.ук-уп..= 7+4+21 = 32 чел.
С учетом задания численность вспомогательных рабочих и управленческого персонала принимается в следующем соотношении:
вспомогательные рабочие – 30% от Nосн.сп;
управленческий персонал – 10% от Nосн.сп.
Определим численность вспомогательных рабочих и управленческого персонала:
Nсп. всп. = 0,3*32= 9чел.
Nсп. упр. = 0,1*32 = 3чел.
Результаты расчета численности персонала сводятся в табл. 3.1.
Таблица 3.1. Численность производственного персонала
| Категория работников | Явочная численность сменной бригады, чел | Коэффициент сменности | Квалификация (разряд) | Явочная численность в сутки, чел | Списочная численность, чел |
| 1. Основные рабочие, всего | 9 | 27 | 32 | ||
| а) изготовление пасты | 2 | 3 | 6 | 7 | |
| в т.ч. аппаратчики | 2 | 3 | IV | 6 | 7 |
| б) фасовка и упаковка, всего | 7 | 21 | 25 | ||
| в т.ч. машинисты | 1 | 3 | IV | 3 | 4 |
| укладчики-упаковщики | 6 | 3 | III | 18 | 21 |
| 2. Вспомогательные рабочие, всего | 9 | ||||
| 3. Управленческий персонал и др. | 36 | ||||
| Итого | 44 |
Обоснование численности производственного персонала при номинальном объеме производства.
1. Обоснование численности производственного персонала для производственного участка изготовления пасты. Определим явочную численность работников на участке производства пасты (аппаратчик IV разряда):
Nяв. апп. = 1*2 = 2 чел
Определим списочную численность аппаратчиков IV разряда, если Ксм = 2
Nосн.сп.апп..= 2*2*1,14 = 4,56 = 5 чел
Похожие работы
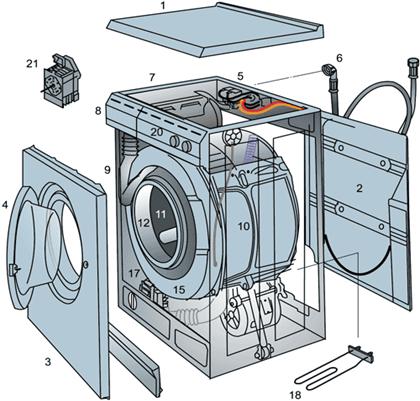
... бурный рост производства стиральных машин и совершенствование их конструкций. Именно для нее исключительно эффективными являются СМС в кусковой товарной форме. 2. Составление ассортимента торгового предприятия 2.1 Факторы, формирующие ассортимент стиральных порошков Основными факторами, определяющими развитие ассортимента СМС, являются: наличие сырьевых и энергетических ресурсов и их ...
... и лишь 10% выпуска приходится на долю СМС, применяемых для стирки изделий из шерсти, шелка и химических волокон. В последнее время наметилась тенденция увеличения производства синтетических моющих средств комбинированного действия, обеспечивающих, помимо стирки, дезинфекцию, подкрашивание, умягчение, антистатическое действие. С каждым годом возрастает также выпуск синтетических моющих средств, ...
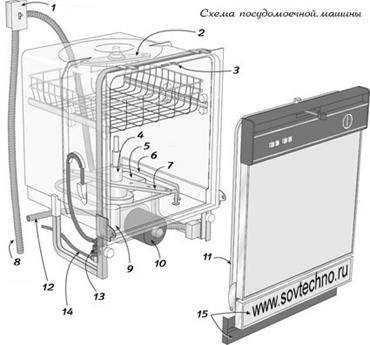
... и освобождает время, а также эффективнее используется вода и моющее средство. Кроме этого, мойка посуды в машине более гигиенична, чем ручная. Технология мойки посуды по физическим явлениям аналогична стирке белья, однако процесс мойки проще. Во-первых, ассортимент моющихся изделий меньше, чем изделий для стирки. Для мойки в быту количество изделий едва превышает десяти, включая фарфор, керамику, ...
... , затем он сплющивался, к его дну припаивалась ось, а около выдувательной трубки заготовка обрезалась. В результате получалось подобие вазы с припаянной ножкой-осью. Раскаленная «ваза» вращалась с большой скоростью вокруг оси и под действием центробежной силы превращалась в плоский диск. Толщина такого диска была 2—3 мм, а диаметр доходил до 1,5 м. Далее диск отделялся от оси и отжигался. Такое ...
0 комментариев