Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет численности руководителей, специалистов и служащих (РСС)
Часового фонда, который определяется суммой тарифного фонда и доплат
Расчет фондов заработной платы руководителей, специалистов и служащих (РСС)
Определение потребности в основных материалах
Расчет стоимости и себестоимости ТП, расчет прибыли и налогов
Навигация
Если они загружены в полном объёме, то коэффициент загрузки равен 1
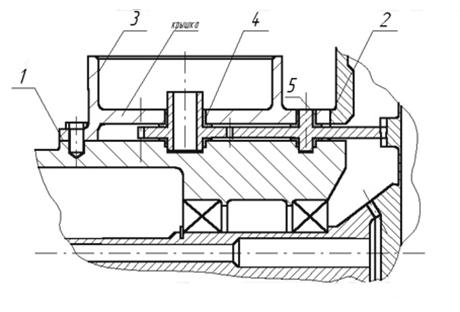
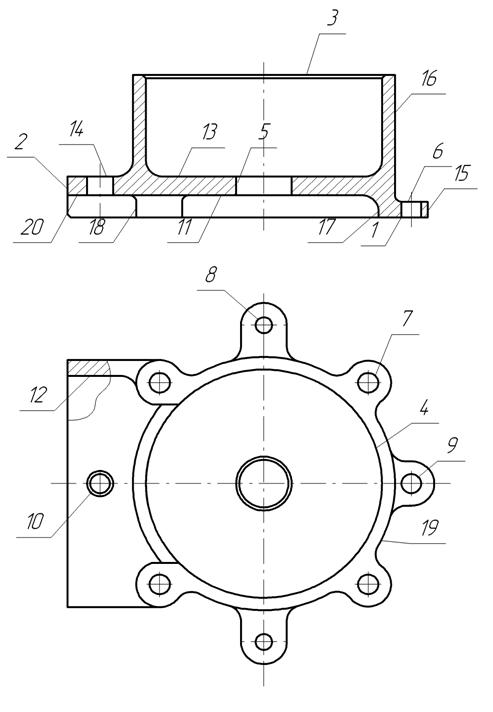
Расчет экономических показателей на изготовление детали (крышка)
33543
знака
12
таблиц
1
изображение
1 Если они загружены в полном объёме, то коэффициент загрузки равен 1
2 Если не догруженные рабочие места, то коэффициент загрузки равен числу стоящему после запятой в расчётном числе рабочих мест на составляющей операции
Если коэффициент загрузки равен 1, то участок работает без перерывов. Если меньше единицы, то оставшийся процент идёт на ППР (плановый предупредительный ремонт), физиологические нужды.
 ;
; ![]() (2)
(2)
Fп – полезный фонд времени работы оборудования за год:
Fп = (Дк – Дв) ∙ Тсм, где (3)
Дк – количество календарных дней в году;
Дв – количество выходных дней;
Тсм – продолжительность смены: Тсм = 8 часов;
Fп = (365 – 113) ∙ 8 = 252 ∙ 8 = 2016 часов.
![]() ;
; ![]() =2;
=2;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
Коэффициент загрузки оборудования находим по формуле:
Кз = (4)
(4)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Все расчеты сводим в таблицу 2.
Таблица 2. Требуемое оборудование
| Наименование операции | Тип оборудования | tшт, мин. | Количество оборудования | Кз | ||||||
| Орасч. | Опр. | |||||||||
| Токарная | 16К20Ф3 | 3,94 | 1,18 | 2 | 0,59 | |||||
| Токарная | 16К20Ф3 | 2,71 | 0,8 | 1 | 0,8 | |||||
| Сверлильная | 2Н125 | 3,65 | 1,08 | 2 | 0,54 | |||||
| Фрезерная | 6Н12П | 2,24 | 0,67 | 1 | 0,67 | |||||
| Фрезерная | 6Р82Г | 1,91 | 0,57 | 1 | 0,57 | |||||
| Кр. шлифовальная | 3Б151 | 2,62 | 0,78 | 1 | 0,78 | |||||
| Вн. шлифовальная | 3А227 | 2,73 | 0,8 | 1 | 0,8 | |||||
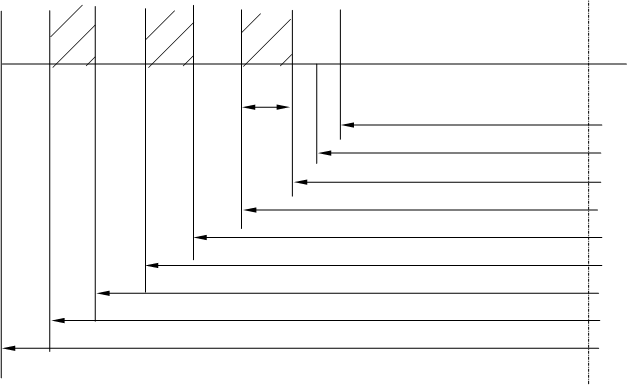
На основании расчётов строим график загрузки оборудования. И находим средний коэффициент загрузки.
Кз ср = (5)
(5)
![]()
График загрузки оборудования

Похожие работы
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
... штучного времени Тнт, ч 12.8 10.07 Приведенные затраты Пзд, гр По минимуму приведенных затрат предпочтителен вариант получения заготовки подшипниковой крышки литьем под давлением. 5. Проектирование технологического процесса механической обработки детали. 5.1 Разработка маршрута технологического процесса. При разработке технологического процесса следует ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...
0 комментариев