Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет численности руководителей, специалистов и служащих (РСС)
Часового фонда, который определяется суммой тарифного фонда и доплат
Расчет фондов заработной платы руководителей, специалистов и служащих (РСС)
Определение потребности в основных материалах
Расчет стоимости и себестоимости ТП, расчет прибыли и налогов
Навигация
Расчет общей численности работающих на участке
Расчет экономических показателей на изготовление детали (крышка)
33543
знака
12
таблиц
1
изображение
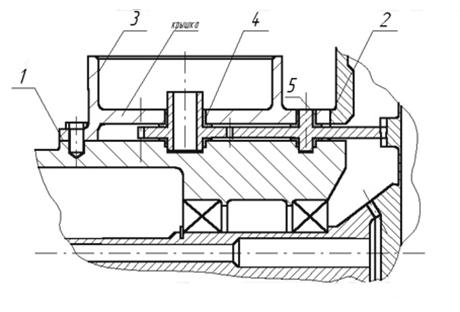
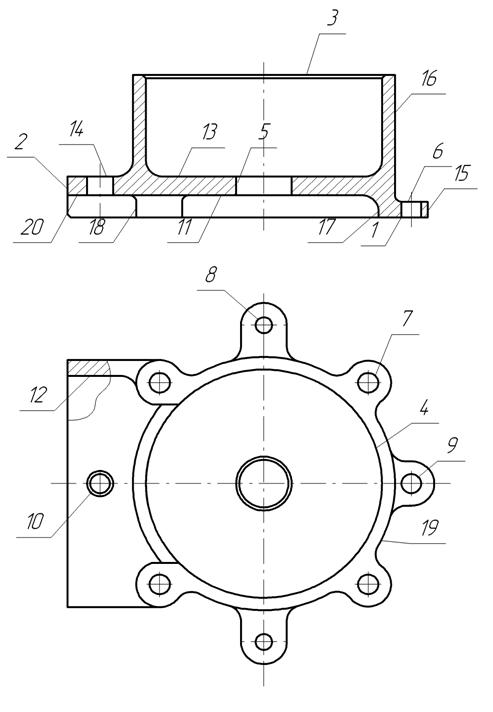
1.2 Расчет общей численности работающих на участке
Общая численность работающих участка складываются из численности основных, вспомогательных рабочих, а также руководителей, специалистов и служащих.
1.2.1 Расчет численности основных рабочих на каждой операции
определяются по формуле:
Рсп =  ∙ h ∙ Kсп, где (6)
∙ h ∙ Kсп, где (6)
Onpi – принятое количество оборудования на данной операции;
Cф – количество станков, которые может обслуживать рабочий;
h – сменность работы оборудования;
Ксп – коэффициент, учитывающий потери рабочего времени по уважительным причинам (отпуска, болезни, выполнения, гособязанностей): Ксп=1,1;
Рсп - списочное количество рабочих;
Сф=  , где (7)
, где (7)
tм – машинное время обработки;
Машинное время – это время затрачиваемое на обработку детали без непосредственного участия рабочего
Машинное время – это время, в течение которого производится снятие стружки т.е. происходит изменение формы, размеров и внешнего вида детали.
В машинное время входит время, затрачиваемое на врезание и перебег (подход и выход) режущего инструмента, на обратные ходы (у строгальных и долбёжных), на проход инструмента при пробных стружках, поэтому при учёте машинного времени рассчитанная длина обработки применяется с учётом всех этих припусков.
tшт- штучное время;
Штучное время – это сумма машинного времени, затрачиваемого на обработку детали, вспомогательного времени, необходимого для установки и снятия детали, для подхода и отхода инструмента, времени на обслуживание оборудования, время затрачиваемое на физические нужды рабочего
(tшт= tм+ tвс+ tобс+ tф)
tpyч – ручное время обработки;
tpyч = tшт – tм (8)
![]() =3,97–0,84=3,13;
=3,97–0,84=3,13;
![]() =2,71–0,54=2,17;
=2,71–0,54=2,17;
![]() =3,65–1,2=2,45;
=3,65–1,2=2,45;
![]() =2,24–0,17=2,07;
=2,24–0,17=2,07;
![]() =1,91–0,22=1,69;
=1,91–0,22=1,69;
![]() =2,62–0,65=1,97;
=2,62–0,65=1,97;
![]() =2,73–0,55=2,18
=2,73–0,55=2,18
Подсчитываем количество станков, которые может обслуживать рабочий.
![]()
![]()

Расчёт численности основных рабочих на каждой операции по формуле (6).
Все расчеты сводим в таблицу 3
Таблица 3. Численность и разряд основных рабочих
| Наименование операции | Опр. | Сф | Количество рабочих | Разряд рабочих | Профессия | ||
| Рсп.р. | Рсп.пр. | ||||||
| Токарная | 2 | 1,2 | 1,8 | 2 | 4 | Токарь | |
| Токарная | 1 | 1,2 | 1,8 | 2 | 4 | Токарь | |
| Сверлильная | 2 | 1,6 | 1,3 | 1 | 4 | Сверловщик | |
| Фрезерная | 1 | 1,08 | 2 | 2 | 4 | Фрезеровщик | |
| Фрезерная | 1 | 1,1 | 1,8 | 2 | 4 | Фрезеровщик | |
| Кр. шлифовальная | 1 | 1,3 | 1,7 | 2 | 5 | Шлифовщик | |
| Вн. шлифовальная | 1 | 1,2 | 1,8 | 2 | 5 | Шлифовщик | |
На основании расчётов определяется средний тарифный коэффициент рабочих, таблица 4.
Таблица 4. Тарифный коэффициент рабочих
| Наименование профессий | Количество рабочих | В том числе по разряду | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1,0 | 1,05 | 1,10 | 1,20 | 1,30 | 1,40 | ||
| Токарь | 4 | 4 | |||||
| Сверловщик | 1 | 1 | |||||
| Фрезеровщик | 4 | 4 | |||||
| Шлифовщик | 4 | 4 | |||||
Расчёт основных рабочих производства. К ним относятся:
– токарь
– фрезеровщик
– сверловщик
– шлифовщик и т.д.
Rср.осн. раб.=  , где (9)
, где (9)
Ri– количество работников
Pi– разряд рабочих
Робщ – общее число рабочих
Rср. осн. раб = ![]()
Кср.осн.раб.=  , где (10)
, где (10)
Кi– тарифный коэффициент
Кср. осн. раб = ![]()
Похожие работы
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
... штучного времени Тнт, ч 12.8 10.07 Приведенные затраты Пзд, гр По минимуму приведенных затрат предпочтителен вариант получения заготовки подшипниковой крышки литьем под давлением. 5. Проектирование технологического процесса механической обработки детали. 5.1 Разработка маршрута технологического процесса. При разработке технологического процесса следует ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...
0 комментариев