РОЗРАХУНОК КОЛІСНОЇ ПАРИ ЙМОВІРНОСНИМ МЕТОДОМ
Розрахунок навантажень
Визначення згинальних моментів в розрахункових перетинах
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ФОРМУВАННЯ КОЛІСНОЇ ПАРИ
Методи контролю пресового з’єднання
РОЗРАХУНОК БІЧНОЇ РАМИ ВІЗКА
Розрахунок бічної рами від вертикального навантаження
Визначення навантажень за I-м і III-м розрахунковими режимами
Третій розрахунковий режим
Розрахунок пружин на міцність
Обчислення коефіцієнтів відносного тертя
Визначення горизонтальних обмежень
Розрахунок вертикальних обмежень
ЗАСОБИ ТЕХНІЧНОГО ДІАГНОСТУВАННЯ НАДРЕСОРНОЇ БАЛКИ
РОЗРАХУНОК ЕКОНОМІЧНОЇ ЕФЕКТИВНОСТІ
Організація охорони праці, навчання та інструктаж
Навигация
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ФОРМУВАННЯ КОЛІСНОЇ ПАРИ
Створення вагонів нового покоління. Візок для високошвидкісного руху
84250
знаков
23
таблицы
29
изображений
3. ТЕХНОЛОГІЧНИЙ ПРОЦЕС ФОРМУВАННЯ КОЛІСНОЇ ПАРИ
Формування вагонних колісних пар і процес запресування коліс на ось здійснюють в колісних цехах вагонобудівних, вагоноремонтних заводів і в вагонних колісних майстернях, які оснащені станками для обробки осей і коліс, стендами для дефектоскопування осей і коліс, гідравлічним пресом з індикатором якості запресування, належними транспортними механізмами.
Сформовані колісні пари повинні відповідати вимогам [7].
Колісна пара без буксових вузлів повинна мати наступні знаки і клейма, які наносяться на торець шийки з правої сторони, (рисунок 4.1): 1 – знак формування; 2 – клеймо ВТК; 3 – умовний номер підприємства, що сформувало колісну пару; 4 – приймальні клейма УЗ (замовника); 5 – дата формування; 6 – дві останні цифри року виготовлення чорнової осі; 7 – клеймо інспектора-приймальника УЗ (замовника) за вісь; 8 – порядковий номер осі; 9 – клеймо ВТК, що посвідчує правильність переносу маркірування; 10 – умовний номер підприємства, що виконувало обробку і перенесло знаки маркірування; 11 – клеймо ВТК за ось.
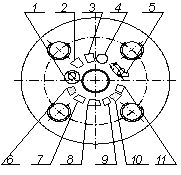
Рисунок 3.1
3.1 Технологічний процес запресування коліс на вісь
Формування колісних пар виконується з суцільнокатаних коліс з діаметром по кругу катання 957 мм і осей РУ1Ш ГОСТ 22780-93.
Всі осі і колеса перед запуском у виробництво підлягають вхідному контролю. Вхідний контроль осей і коліс виконується візуально. Осі і колеса повинні мати знаки маркірування і клеймування у відповідності з розділом 5 ГОСТ 4008-89 і розділу 4 ГОСТ 10794-89. Не дозволяється запуск у виробництво осей і коліс, які не мають приймальних клейм або з нечітким маркіруванням.
До процесу формування під час виготовлення кожна чорнова ось після механічної обробки торців повинна підлягати ультразвуковому контролю. Шорсткість торців повинна складати Rz ≤ 40 мкм за ГОСТ 2789-73. Шорсткість поверхні торців осі перевіряють візуально за зразками шорсткості за ГОСТ 9378 - 93 або атестованими зразками деталей. Кожна ось після повної механічної обробки перед формування повинна підлягати магнітному дефектоскопіюванню мокрим способом. Дозволяється перевірку шийок, передпідматочинних і середніх частин осі виконувати після формування осі.
Кромки отворів маточин коліс повинні мати закруглення радіусом 4-5 мм. Перехід закруглення до циліндричної поверхні маточини повинен бути плавним.
В місцях спряження поверхні закруглення кромки з поверхнею торця маточини з обох сторін колеса дозволяється заглиблення від різця глибиною не більш 2 мм.
Поверхні отворів маточин коліс розточуються з параметрами шорсткості Rz ≤ 20 мкм за ГОСТ 2789-73. Дозволяється шорсткість поверхні Rz ≤ 30 мкм при дотримання відповідних умов (величини конечних зусиль запресування). Отвори маточин коліс повинні бути циліндричними без забоїн і вм’ятин, при цьому допуски форми поверхні отворів маточин не повинні перевищувати: допуск округлості (овальності) 0,025 мм, допуск профілю повздовжнього перерізу (конусоподібність) 0,05 мм при умові розташування більшого діаметру з внутрішньої сторони колеса. Допуск округлості (овальності) маточини визначається як напіврізниця найбільшого і найменшого діаметрів, розташованих у взаємно перпендикулярних напрямках. Допуск профілю повздовжнього перерізу (конусоподібність) отвору маточини колеса визначається як напіврізниця найбільшого і найменшого діаметрів в одній площині при вимірюванні в перерізах, віддалених на 10-15 мм від торців маточини колеса. Відповідність допусків форми поверхні отворів маточин визначається мікрометричним нутроміром.
Підготовка елементів колісної пари до запресування виконуються з дотриманням наступних вимог:
- середина осі позначається керном;
- посадочні поверхні маточин коліс і підматочинні частини осей перед запресуванням повинні бути ретельно очищені, насухо протерті і покриті рівним шаром натуральної оліфи за ГОСТ 7931-76 або шаром термо-обробленої рослинної олії, (лляної за ГОСТ 5791-81; конопляної за ГОСТ 8989-73 або соняшникової за ГОСТ 1129-73); термообробка олії складається з її нагрівання до температури 140-150 0С і витримці при цій температурі 2-3 год., після охолодження олія повинна відстоятися не менш 48 год., осад олії не повинен використовуватися при запресуванні.
- по’єднуємі пресуванням елементи колісних пар повинні мати однакову температуру, допускається різниця температур не більше 10 0С, за умови перевищення температури колеса над температурою осі; вимірювання температури деталей виконується універсальним термометром ЭТП-М ГОСТ 8711-73;
- масштаб запису діаграм запресування по довжині повинен бути не менш 1:2, а 1 мм діаграми по висоті повинен відповідати зусиллю не більш 25 кН (2,5 тс);
- запресування суцільнокатаних коліс на осі повинна виконуватися на гідравлічних пресах з записом на стрічці діаграми запресування (зусилля – шлях) самописним пристроєм.
Клас точності самописного приладу повинен бути не нижче 1,5%,
Товщина лінії запису – не більш 0,6 (ГОСТ 2405-88), ширина діаграмної стрічки – не менш 100 мм, швидкість руху плунжера гідравлічного преса при запресуванні не повинна перевищувати 3 мм/с. Швидкість руху плунжера преса визначається як результат ділення хода плунжера, який вимірюється лінійкою, на час, що вимірюється секундоміром. Вимірювання виконується три рази. за значення швидкості приймається середнє значення трьох вимірювань.
Величина конечних зусиль запресування на кожні 100 мм діаметру підматочинної частини осі повинна бути в межах:
390-580 кН (39-58 тс) при шорсткості поверхні отвору маточини колеса Rz≤20 мкм;
430-580 кН (43-58 тс) шорсткості поверхні отвору маточини колеса 20<Rz≤30 мкм.
Значення конечних зусиль запресування визначають за діаграмою для кожної сторони колісної пари. У випадку розбіжностей в оцінюванні значень їх визначатють за допомогою лінійки з урахуванням масштабу запису.
Величина натягів при запресуванні колеса на ось для досягнення необхідних зусиль запресування встановлюється в межах 0,10-0,25 мм. На практиці оптимальні значення натягів складають 0,18-0,21 мм, значення натягів, близьких до встановлених меж 0,10-0,25, часто призводять до зменшення чи перевищення зусиль запресування. Натяг визначається як різниця діаметрів підматочинної частини осі і отвору маточини колеса. Вимірювання діаметрів отворів маточин коліс і підматочинних частин осей проводяться мікрометричним нутроміром і мікрометричною скобою в двох взаємно перпендикулярних площинах за трьома перерізами по довжині маточини колеса і підматочинних частин осі в місцях посадки маточин коліс: по середині і на відстані 70-80 мм по обох сторонах від неї. За значення діаметра елемента приймають середнє значення шести вимірювань.
Процес запресування коліс на ось виконується наступним чином. Підготовлене колесо і ось підвішують на балці пресу так, щоб геометричні осі отвору маточини, плунжера преса і вагонної осі співпадали. Спряжені поверхні осі і колеса покривають рівним шаром оливи. Кінець осі вставляють в отвір маточини, а торець іншого кінця осі впирають в торець плунжера. Для захисту від ушкодження шийки осі, на неї надівають запобіжний стакан, вмикають електродвигун пресу, який забезпечує рух плунжера зі швидкістю, необхідною для якісного запресування. Після посадки одного колеса ось повертають на 1800, і процес повторюється.
0 комментариев