РОЗРАХУНОК КОЛІСНОЇ ПАРИ ЙМОВІРНОСНИМ МЕТОДОМ
Розрахунок навантажень
Визначення згинальних моментів в розрахункових перетинах
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ФОРМУВАННЯ КОЛІСНОЇ ПАРИ
Методи контролю пресового з’єднання
РОЗРАХУНОК БІЧНОЇ РАМИ ВІЗКА
Розрахунок бічної рами від вертикального навантаження
Визначення навантажень за I-м і III-м розрахунковими режимами
Третій розрахунковий режим
Розрахунок пружин на міцність
Обчислення коефіцієнтів відносного тертя
Визначення горизонтальних обмежень
Розрахунок вертикальних обмежень
ЗАСОБИ ТЕХНІЧНОГО ДІАГНОСТУВАННЯ НАДРЕСОРНОЇ БАЛКИ
РОЗРАХУНОК ЕКОНОМІЧНОЇ ЕФЕКТИВНОСТІ
Організація охорони праці, навчання та інструктаж
Навигация
Методи контролю пресового з’єднання
Створення вагонів нового покоління. Візок для високошвидкісного руху
84250
знаков
23
таблицы
29
изображений
3.2 Методи контролю пресового з’єднання
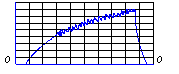
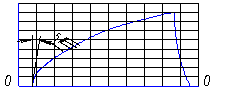
Контроль пресового з’єднання колеса з віссю виконується за діаграмою запресування: контролюючими параметрами є форма діаграми, довжина спряження і конечне зусилля запресування. За формою нормальна діаграма запресування повинна мати плавно зростаючу криву по всій довжині з початку до кінця. Мінімально допустима довжина спряження, що визначається за діаграмою запресування (див. рисунок 3.2), повинна бути не менш Z = 145і, де і – передаточне число індикатора (масштаб діаграми по довжині).
Величину конечних зусиль Рзк на діаграмі запресування визначають за рівнем точки кривої, яка відповідає закінченню процесу запресування. При розташування діаграми вище або нижче нульової лінії, а також при перекосі, запресування не бракується, а конечні зусилля запресування визначаються рівнем точки діаграми, яка відповідає запресуванню з урахуванням величини зміщення від нульової лінії.
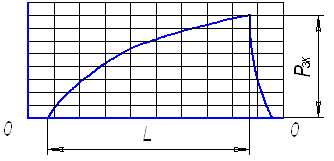
Рисунок 3.2 – Діаграма запресування
Довжина спряження Z на діаграмі запресування визначається величиною абсциси активної гілки, тобто від початку від початку її підйому до точки переходу в горизонтальну або похилу ділянку в кінці. При відсутності горизонтальної або похилої ділянки в кінці довжина спряження дорівнює довжині діаграми. При оцінюванні довжини спряження діаграм виміряна довжина повинна бути зменшена на величину горизонтальної прямої або їх суми. Горизонтальні ділянки на діаграмі довжиною менш 1 мм при масштабі запису 1:2 не враховуються.
Порядок визначення якості (придатності) пресових з’єднань, діаграми яких мають відхилення від нормальної форми, згідно [6] приведений у таблиці 3.1.
При застосуванні самописного пристрою класу точності 1,5% діаграми запресування можуть мати додаткові відхилення, при яких пресові з’єднання вважаються придатними (див. рисунок 3.13 - 3.15).
Рисунок 3.13 – Діаграма зі стрибком кривої на початку запресування паралельним лінії відбою до 98,1 кН (10 тс)
Рисунок 3.14 – Діаграма зі стрибком кривої на будь-якій ділянці кривої до 29,48 кН (3 тс), окрім початку і кінця запресування
Рисунок 3.15 - Діаграма з падінням тисків запресування на будь-якій ділянці кривої до 9,81 кН (1 тс)
У випадку, якщо при напресуванні колеса на ось буде отримана незадовільна за формою і довжиною спряження або конечне зусилля запресування не буде відповідати встановленим нормам, пресове з’єднання бракується і підлягає розпресуванню.
Розпресоване колесо дозволяється повторно насаджувати на той же або інший кінець або іншу розпресовану ось без додаткової механічної обробки осі при умові, що на посадочних поверхнях підматочинної частини осі і отвору маточини колеса немає задирів.
Не дозволяється більш двох разів перепресовувати колесо на один і той же кінець осі без додаткової механічної обробки одної із спряжених поверхонь.
При перепресуванні конечне зусилля повинно відповідати зазначеним вище зусиллям зі збільшенням нижньої межі на 15%.
Забороняється повторно перепресовувати з’єднання, діаграми яких мали різкі коливанню тиску (рисунок 3.2).
На підматочинній частині осі після розпресування допускаються риски глибиною не більш 0,3 мм.
Колесо або ось, які були запресовані і перепресоавні, дозволяється використовувати без додаткової механічної обробки для встановлення но нові кінець осі або колесо.
Для усунення забоїн, вм’ятин, рисок та інших дефектів, які виявлено перед формуванням або після перепресуванням колісної пари, підматочинні частини осей допускається виконувати додаткову механічну обробку і повторне зміцнення накатуванням роликами. При цьому повторне дефектоскопування не виконується.
На типовому бланку діаграми записують наступні відомості (див. рисунок 3.16): 1 – інвентарний номер пресу; 2, 3 – величину діаметрів підматочинних частин осі (з точністю 0,01 мм, права і ліва сторона); 4, 5 – величину діаметрів отворів маточин коліс (відповідно з правої й з лівої сторони колісної пари); 6, 7 – величину натягу (з правої й з лівої сторони); 8, 9 – порядковий номер запресування, вказавши відповідну сторону колісної пари (права чи ліва), 10 – номер осі; 11, 15 – номер колеса; 12, 16 – номер плавки колеса; 13, 17 – номер завода-виготовлювача колеса і рік виготовлення колеса (дві останні цифри); 14, 18 – конечне зусилля запресування в тонно-силах; 19, 20 – шорсткість отвору маточини колеса в мкм.
На кожній забракованій діаграмі виконується примітка “брак” з наведенням причини.
Придатні діаграми запресування після формування колісних пар зберігаються на протязі 20 років. При цьому до придатних діаграм запресувань, що отримані при перепресуваннях елементів колісної пари, повинні додаватись забраковані діаграми запресування, які отримані при попередніх напресуваннях цих елементів.
У сформованих колісних пар підлягають перевірці наступні параметри: відстань поміж внутрішніми боковими поверхнями ободів коліс; різниця відстаней поміж внутрішніми боковими поверхнями ободів коліс до ближніх до них торців осі; різниця діаметрів коліс по кругу катання; відхилення від соосності кругів катання коліс відносно осі базової поверхні.
Таблиця 3.1 Визначення придатності пресових з’єднань
| Вид відхилення діаграми запресування від нормальної форми | Причина виникнення | Оцінка якості (придатності) пресового з’єднання |
| 1. Різкі коливання тиску в будь-якій частині діаграми (рисунок 3.3). | Наявність на посадочній поверхні отвору маточини або підматочинної частини осі чітко виражених нерівностей. | Підлягає бракуванню, пере-пресування не допускається. |
|
Рисунок 3.3 | ||
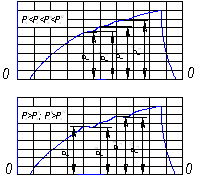
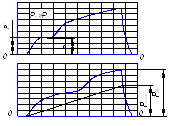
| 2. Плавні коливання тиску на довжині лінії спряження (рисунок 3.4, 3.5).
б) | Наявність на посадочній поверхні отвору маточини або підматочинної частини осі більш довгих нерівностей, ніж у попередньому пункті. | Можливі варіанти: - при постійному підвищенні запресувального тиску, тобто коли кожне наступне значення вище попереднього (рисунок 3.4, а), з’єднання бракуванню не підлягає; - при наявності падіння тиску, тобто коли наступне значення нижче попереднього (рисунок 3.4, б) з’єднання підлягає бракуванню; - при наявності горизонтальних прямих (рисунок 3.5) довжиною, яка перевищує допустимі величини, з’єднання підлягає бракуванню. |
| Вид відхилення діаграми запресування від нормальної форми | Причина виникнення | Оцінка якості (придатності) пресового з’єднання |
|
Рисунок 3.5 | Допускається при масштабі запису 1:2 мати на діаграмі одну горизонтальну пряму довжиною не більш 5 мм або декілька прямих загальною довжиною не більш 5 мм, для пристрою класу точності 1,5 горизонтальні прямі з загальною довжиною до 10 мм. При іншому масштабі запису виконується перерахунок допустимої довжини горизонтальної прямої. | |
| 3. Стрибок тиску в кінці лінії запресування на діаграмі (рисунок 3.6).
Рисунок 3.6 | Уповільнене припинення надходження оливи до циліндра преса при закінченні процесу запресування. | З’єднання бракуванню не підлягає; величина конечного зусилля визначається рівнем точки кривої, розташованої перед стрибком. |
| Вид відхилення діаграми запресування від нормальної форми | Причина виникнення | Оцінка якості (придатності) пресового з’єднання |
| 4. Різкий стрибок тиску на початку лінії запресування на діаграмі (рисунок 3.7).
Рисунок 3.7 | Невірне виконання запресу-вального конуса на підмато-чинній частині осі або окру-глення радіусом 5 мм кромки отвору з боку внутрішнього торця маточини колеса. | Пресове з’єднання підлягає бракуванню, якщо напрямок лінії початку запресування відхиляється від напрямку лінії кінця запресування менш ніж 50 в бік діаграми (рисунок 3.7). Не підлягають бракуванню з’єднання, у яких величина стрибка тиску на початку діаграми складає 20 кН (2 тс) і менш. |
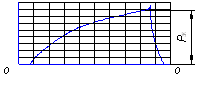
| 5. Увігнутість кривої лінії запресування (рисунок 3.8). а) Рисунок 3.8 | Наявність попутних нерів-ностей на посадочних поверх-нях осі і колеса. | З’єднання не підлягає браку-ванню, якщо вся крива розташована вище прямої, що сполучає початкову точку діаграми з точкою, розташо-ваною на відстані, що дорівнює довжині спряження (рисунок 3.8,а) і вказує на даній діаграмі мінімально допустимий запресу-вальний тиск РЗК min. Не підлягають бракуванню також з’єднання, у яких частина кривої діаграми на відстані не більш 15 мм від початку (при масштабі запису 1:2) розташована нижче вказаної прямої. При недотри-манні вказаних вимог з’єднання підлягає бракуванню (рисунок 3.8,б). |
| Вид відхилення діаграми запресування від нормальної форми | Причина виникнення | Оцінка якості (придатності) пресового з’єднання |
| 6. Циклічні коливання тиску, або так званий “стук” (рисунок 3.9).
Рисунок 3.9 | Розрідження оливи, що застосовується для змащування посадочних поверхонь. | З’єднання підлягає бракуванню. |
| 7. Місцева вгнутість лінії тиску в першій половині діаграмі (рисунок 3.10). а) | Перекіс маточини колеса відносно підматочинної частини осі при запресуванні. | Можливі варіанти: - при наявності падіння тиску, тобто коли наступне значення зусилля запресування нижче попереднього (рисунок 3.10, а) підлягає бракуванню; - при відсутності падіння тиску оцінка якості запресування виконується аналогічно п. 5:не підлягає бракуванню – рисунок 3.10, б, підлягає бракуванню – рисунок 3.11 |
| Вид відхилення діаграми запресування від нормальної форми | Причина виникнення | Оцінка якості (придатності) пресового з’єднання |
|
Рисунок 3.11 | ||
| 8. Горизонтальна (рисунок 3.12 ,а) або по-хила лінія (рисунок 3.12 ,б) в кінці діаграми.
б)Рисунок 3.12 | Наявність западини на посадочних поверхнях зі зовнішнього боку маточини колеса або внутрішньої сторони підматочинної частини осі. | З’єднання підлягає бракуванню, якщо довжина спряження на діаграмі менш установленої. |
 а)
а)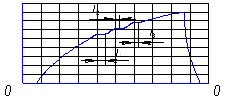


 а)
а)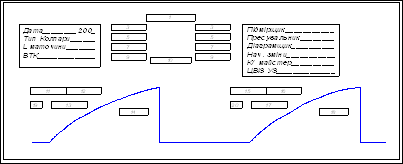
Рисунок 3.16 – Бланк діаграми
0 комментариев