Назначение, техническая характеристика, устройство и работа ремонтируемого узла
Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Слесарная
Расчёт затрат времени методами технического нормирования на ремонтируемую деталь
Слесарная (подготовка к наплавке, закрыть участки детали не
Термическая (нагреть вал до t 850 С° и выдержать 30 мин)
Фрезерная (нарезать паз под шпонку по ширине 20мм на высоту 10мм по длине 95мм)
Навигация
Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
54097
знаков
10
таблиц
7
изображений
1.4. Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования.
Основываясь на практике работы передовых ремонтных предприятий, выбирается более эффективная многостадийная мойка, которая хорошо себя зарекомендовала. Сущность многостадийной мойки в том, что в начале промываются не разобранные, затем частично разобранные агрегаты, а после этого отдельные детали. Все детали должны быть тщательно очищены от грязи, масла, нагара и накипи, так как правильно замерить износы и обнаружить дефекты можно только на чистых деталях.
Долгое время на ремонтных предприятиях моющими средствами были каустик и кальцинированная сода. Но более эффективными оказались синтетические моющие средства типа Лабомид и МС на основе поверхностно-активных средств и щелочных добавок.
Поэтому для наружной мойки узла в качестве моющего средства применяется Лабомид-101, состоящий из кальцинированной соды, триполифосфата натрия, жидкого стекла и различных поверхностно-активных веществ, в концентрации от 10 до 30 г/л. при умеренном пенообразовании в любых машинах струйного типа. В качестве моющей машины выбирается ОМ-5369, которая представляет собой четырехколесную тележку, на которой помещён насос высокого давления, его привод, устройства для нагрева воды, подачи моющих средств, автоматики и защиты.
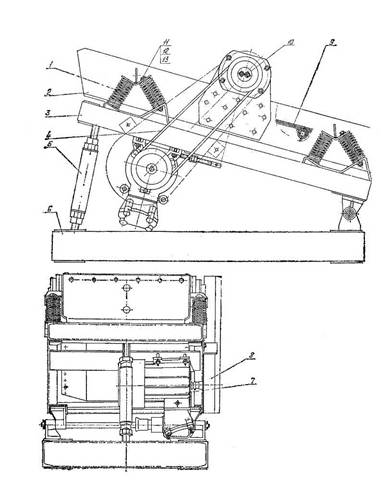
На рисунке 7 показана схема гидравлической моющей машины.
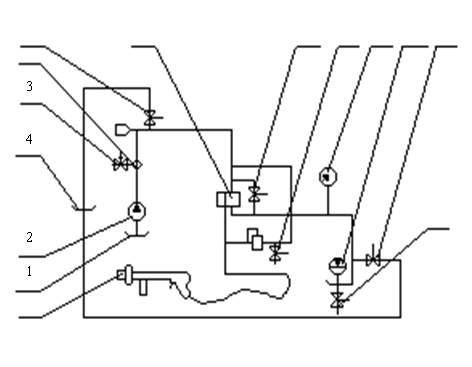
Рисунок 6
Принцип действия машины ОМ – 5369 (рисунок 6) заключается в следующем: вода из водопровода через поплавковую камеру 1 подается подкачивающим насосом 2 в теплообменник 5, в котором она нагревается до температуры t = 30 – 80°С. При необходимости вода смешивается из бака 4 и через гидромотор 13 подаётся на очищаемую поверхность. Воду с раствором подаётся под давлением 10 МПа. Оно контролируется по манометру 9. Производительность машины 40-60 м2/г, расход воды 1000 л/ч.
Для мойки деталей в качестве моющего средства выбирается Лабомид-203, который содержит те же компоненты, что и Лабомид-101, но в другом соотношении и предназначен для очистки деталей методом погружения в погружных моечных машинах, при концентрации раствора от 25 до 35 г/л.
В качестве погружной моечной машины выбирается тупиковая погружная моечная машина ОМ-14251, которая служит для очистки или ополаскивания деталей. Машина представляет собой ванну, в которую в корзине опускают детали и после очистки вынимают из неё. Размеры очищаемых деталей 1![]() 1
1![]() 1 м. производительность машины 4 т/ч.
1 м. производительность машины 4 т/ч.
После выдержки детали проливаем водой при помощи машины ОМ-5369.
1.5. Контроль, сортировка и дефектация деталей ремонтируемого узла. Составление ведомости дефектации.
После мойки детали поступают на контроль и сортировку, где определяется их пригодность для дальнейшего использования или ремонта. Результаты контроля и сортировки деталей заносят в ведомость дефектации, которая является основным документом для составления технологической документации, заказа и сметы на производство ремонта узла.
Вначале визуально, наружным осмотром выявляются внешние дефекты: риски, забоины, трещины, задиры, поверхностные дефекты сварных и заклепочных соединений. Проверкой на ощупь определяется износ и смятие ниток резьбы на деталях, легкость проворачивание элементов качения роликовых и шариковых подшипников в обоймах, легкость перемещения шестерен по шлицевым валам, наличие усталостных раковин и шелушений на зубьях шестерен и элементах подшипников качения.
Затем постукиванием выявляется плотность посадки штифтов в корпус и крышках и наличие трещин, которые нельзя обнаружить осмотром.
После этого с помощью универсальных измерительных инструментов определяется отклонение сопряжений от заданного размера, от плоскости, формы, профиля и так далее. Для этих целей используются штангенциркуль, проверочные плиты, линейки и целый ряд других измерительных приборов.
Поэтому с помощью жесткого предельного инструмента выявляется износ деталей с цилиндрическими рабочими наружными и внутренними поверхностями, а также деталей с фасонными поверхностями. Для этих целей используются жесткие шаблоны скобы и пробки.
Для определения скрытых дефектов используется магнитопорошковый метод.
Годные для дальнейшей эксплуатации детали маркируются зеленой краской, требующие ремонта - желтой, и негодные - красной. Годные детали направляются на комплектацию и далее на сборку, требующие ремонта на склад деталей, ожидающие ремонта, и далее на соответствующие участки для восстановления, а негодные - на склад утиля.
Ведомость дефектации деталей сборочных единиц - является основным документом для составления технологической документации, заказа и сметы на производство ремонта узла.
В ведомости дефектации указывают основные дефекты, номинально допустимое значение размеров и измеренное, а также измерительный инструмент, количество деталей требующих замены или восстановления.
Ведомость дефектации деталей сборочных единиц смотреть приложение А.
Похожие работы
... мастеру и прекратить работу. На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройств, применяемых в вагонном хозяйстве дефектоскопов, соответствующих технических указаний, а также правил по технике безопасности. 7.1.1 Требования к грузоподъемным машинам и механизмам Все вспомогательные грузозахватные приспособления ...
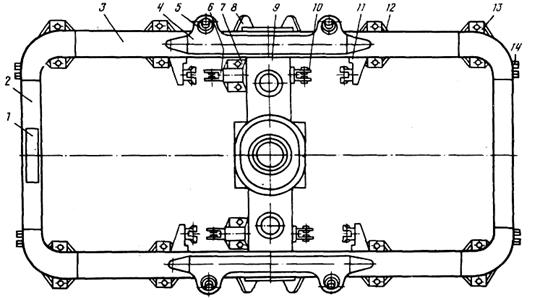
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...

... Грохот вибрационный ГВ-06 предназначен для классификации и рассева проб угля и других твердых материалов. Технические данные представлены в таблице №1 Техническая характеристика грохота вибрационного ГВ-06. Таблица №1 Наименование основных параметров и размеров Нормы 1. Производительность, (т/час), кг/с (1…10), 0,278…2,78 2. Крупность грохотимого материала, мм не более 75 3. ...
... нагнетателя состоит из гидроцилиндра, подвижной кулачковой муфты с пружинным механизмом, помещенном на валу червячной колеса. 4. НАЗНАЧЕНИЕ ЗАДАННОГО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ Газотурбинная установка типа ГТТ-3 предназначена для воздухоснабжения цеха по производству слабой азотной кислоты с одновременной выработкой некоторого количества электроэнергии и использования тепла ...
0 комментариев