Навигация
Разработка и обоснование схемы базирования
20897
знаков
5
таблиц
7
изображений
5 Разработка и обоснование схемы базирования
![]()
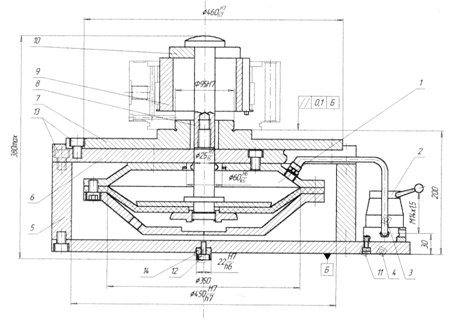
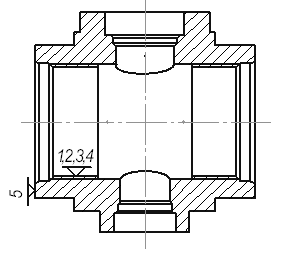
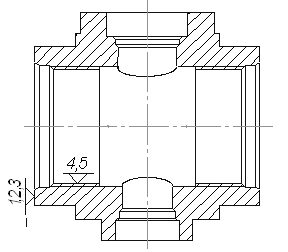
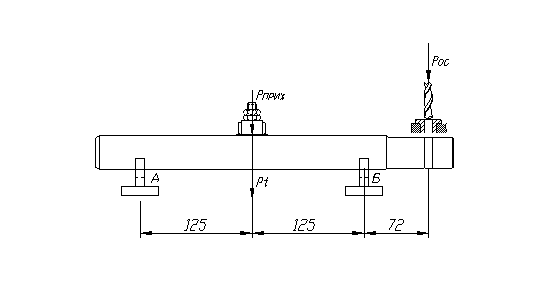
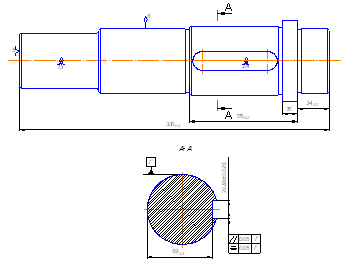
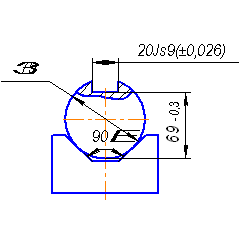
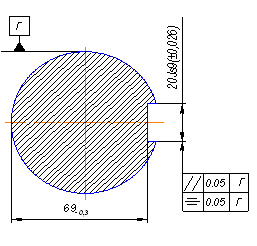
Рисунок 5.1 – Возможные варианты базирования
5.1 Выбор главной базовой (установочной) поверхности
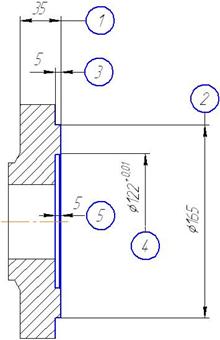
Из всего комплекса поверхностей, образующих заготовку, на главную базовую поверхность претендует торцевая поверхность ø62/ø45Н9- это левый торец, так как базирование по данному торцу уменьшает допуск на размер, соединяющий технологическую и измерительную базу (этот же торец), а значит и уменьшает погрешность базирования, по сравнению с базированием по другому торцу.
При базировании по данной поверхности погрешность базирования заготовки равна нулю, так как технологическая и измерительная базы совпадают.
Торец является установочной базой и лишает заготовку 3 степеней свободы (см. таблицы 6.1 и 6.2).
Таблица 6.1- Таблица соответствия Таблица 6.2 - Матрица связей
| Связь | Степень свободы | |
| 1, 2, 3 | III, V, IV | УБ |
| 4, 5 | I, II | ДОБ |
| 6 | VI | Вак |
| X | Y | Z | ||
| L | 1 | 0 | 0 | УБ |
| a | 0 | 1 | 1 | |
| L | 0 | 1 | 1 | ДОБ |
| a | 0 | 0 | 0 | |
| L | 0 | 0 | 0 | Вакансия |
| a | 0 | 0 | 0 | |
| S | 1. | 2 | 2 | 5 связей |
5.2 Выбор двойной опорной базы
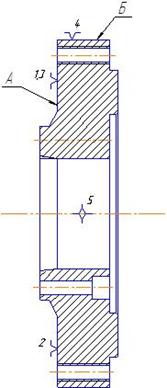
Функции двойной опорной базы может исполнять только одна поверхность цилиндрическая резьбовая М42х2-6Н, она лишает заготовку 2-х степеней свободы. Это отверстие точно обработано - ІТ 6; шероховатость поверхности -
Ra = 3,2 мкм.
Произведем окончательный анализ структуры связей, построив таблицу односторонних связей.
Таблица 5.1 - Таблица односторонних связей.
| Индекс связи | X | X' | Y | Y’ | Z | Z’ | wX | w’x | wY | wY’ | wZ | wZ’ |
| Реакция | R | R | R | R | R | R | R | R | R |
Из табл. 5.1 видно, что на заготовку наложено 9 односторонних связей. Две из них Y и Z полные, а остальные неполные.
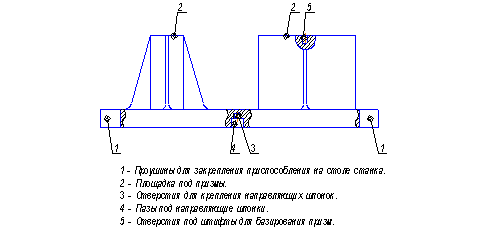
6 Построение функциональной структуры и общей компоновки приспособления
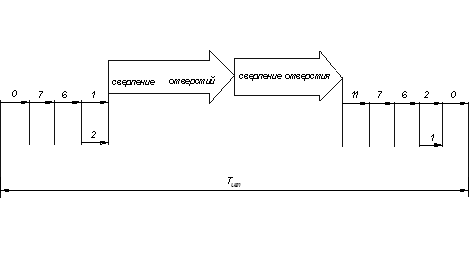
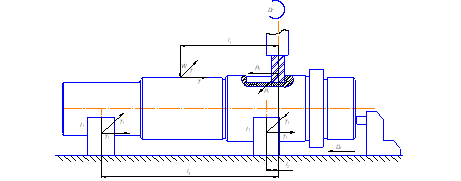
Рисунок 6.1 - Схема последовательной реализации функций
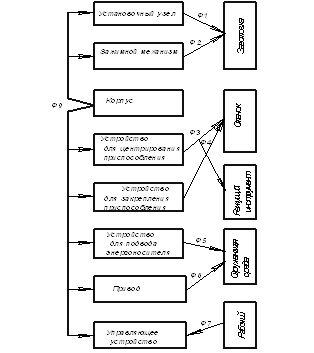
Рисунок 6.2 - Функциональная структура проектируемого приспособления.
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... , на которую проведен прочностной расчет, и наладка на операцию сверления. В процессе проектирования приспособления для сверления поперечного отверстия в детали «Вал шлицевый», изучены и освоены принципы проектирования станочных приспособлений, а также ряд смежных тем, таких как: расчет силовых схем привода; расчет погрешности базирования; расчеты на прочность; расчет сил резания и
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев