Навигация
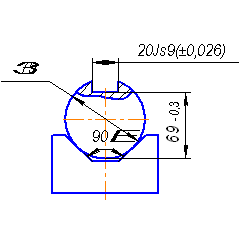
2.1.2 Точность формы
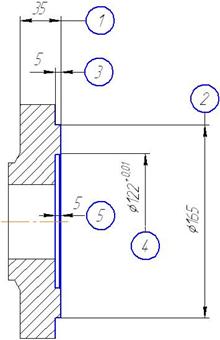
Поскольку допуск цилиндричности и круглости не оговорен в технических требованиях и на чертеже, то он может быть установлен в пределах допуска на размер по ГОСТ 25346-82:
![]()
![]()
По ГОСТ 25346-82 имеем Т=8 мкм, что соответствует 7 степени точности.
2.1.3 Точность расположения поверхностей
На чертеже точность расположения обрабатываемых отверстий не оговорена, поэтому рассмотрим перпендикулярность осей данных отверстий к оси ![]() (база В).
(база В).
Для отверстия ![]() под резьбу М6 имеем длину 12 мм, тогда
под резьбу М6 имеем длину 12 мм, тогда
Т┴=0,6*Т12=0,6*8=4,8мкм
По ГОСТ 25346-81, что соответствует 6 степени точности.
Для отверстия ![]() имеем длину 8 мм, тогда
имеем длину 8 мм, тогда
Т┴=0,6*Т8=0,6*16=9,6мкм
По ГОСТ 25346-81, ято соответствует 8 степени точности.
2.1.4 Степень шероховатости обрабатываемых поверхностей
Из чертежа детали видно, что параметры шероховатости отверстия следующие:
М6-7Н- Ra=3,2 мкм.
![]() - Ra=6,3 мкм
- Ra=6,3 мкм
2.2 Выяснение количественных и качественных данных о заготовке, поступающей на операцию
На данную операцию заготовка поступает предварительно обработанными наружными и внутренними цилиндрическими поверхностями. Заготовка вполне жесткая, обрабатываемость ее удовлетворительная. Масса заготовки 1,8 кг. Материал сталь 38ХНЗМФА ГОСТ 4543-71. Имеются достаточно развитые поверхности, принимаемые за базовые, к которым можно отнести сквозное отверстие Ø45Н9(+0,062) и торцы. Уточним точностные параметры поверхностей которые могут быть базовыми.
2.2.1 Точность размеров
Диаметр отверстия Ø45 (+0,062), [ 1 ]. ТØ95 = 62 мкм. Длина отверстия меньше диаметра, что говорит о возможности использования его в качестве двойной опрной базы. Торцы Ø62/Ø45 являются развитыми, поэтому их можно использовать в качестве установочной базы.
2.2.2 Точность формы
Поскольку допуск цилиндричности и круглости не оговорен в технических требованиях и на чертеже, то он может быть установлен в пределах допуска на размер по ГОСТ 25346-82:
![]()
![]()
По ГОСТ 25346-82 имеем Т=8 мкм, что соответствует 7 степени точности.
Отклонение от плоскостности торца также не указывается на чертеже, принимаем его величину в пределах допуска на размер, что соответствует 14-й степени точности.
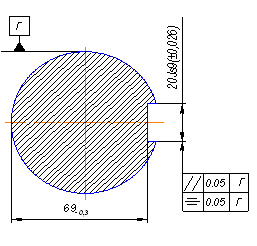
2.2.3 Точность расположения
На чертеже точность расположения обрабатываемых отверстий не оговорена, поэтому рассмотрим перпендикулярность осей данных отверстий к оси ![]() (база В).
(база В).
Для отверстия ![]() под резьбу М6 имеем длину 12 мм, тогда
под резьбу М6 имеем длину 12 мм, тогда
Т┴=0,6*Т12=0,6*8=4,8мкм
По ГОСТ 25346-81, что соответствует 6 степени точности.
Для отверстия ![]() имеем длину 8 мм, тогда
имеем длину 8 мм, тогда
Т┴=0,6*Т8=0,6*16=9,6мкм
По ГОСТ 25346-81, ято соответствует 8 степени точности.
2.2.4 Степень шероховатости
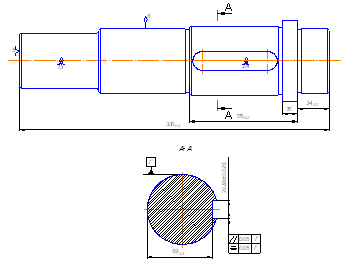
Из чертежа детали видно, что параметры шероховатости цилиндра и торца следующие: торца – Ra = 6,3 мкм; цилиндра Ra = 1,6 мкм. Это соответствует точностным требованиям к базовым поверхностям. В проектируемом приспособлении планируется обрабатывать заготовки с базовыми поверхностями
3 Определение условий, в которых будет изготавливаться и
эксплуатироваться проектируемое приспособление
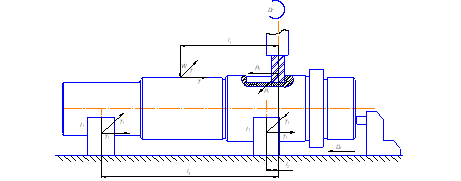
Годовая программа выпуска определена в 400 шт. деталей. Такая программа с учетом трудоёмкости предполагает мелкосерийный тип производства. Поскольку такт выпуска детали при двухсменной работе равен 160 мин, то делаем заключение о низкой интенсивности использования приспособления. Заготовка будет обрабатываться на сверлильно-фрезерно-расточном станке с ЧПУ 6904ВМФ2.
Таблица 3.1 - Параметры станка сверлильно-фрезерно-расточного с ЧПУ 6904ВМФ2.
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 500х400 |
| Расстояние от торца шпинделя до рабочей поверхости стола, мм | 65-555 |
| Наибольшая масса обрабатываемого изделия, кг | 250 |
| Наибольшее перемищение: 1) стола: - продольное - поперечное | 500 500 |
| Наибольший диаметр: - сверления в стали - растачивания | 18 125 |
| Частота вращения шпинделя, об/мин | 32-2000 |
| Подача: - шпинделя - стола | 2,5-2500 2,5-2500 |
| Скорость быстрого перемещения, мм/мин - стола - шпиндельной бабки | 5000 5000 |
| Мощность эллектродвигателя, кВт | 4,5 |
| Габаритные размеры: - длина - ширина - высота | 2790 2060 2000 |
| Масса, кг | 5082 |
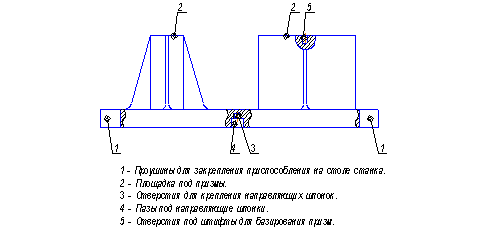
4.Составление перечня реализуемых функций
0. Перемещение и предварительная ориентация заготовки.
1. Базирование заготовки.
2. Закрепление заготовки.
3. Базирование приспособления на станке.
4. Закрепление приспособления на станке.
5. Подвод и отвод энергоносителя.
6. Образование исходной силы для закрепления.
7. Управление энергоносителем.
8. Замена установочных (зажимных) элементов.
9. Объединение функциональных узлов (корпус).
10. Обработка 4 отверстий М6-7Н и ø5Н9.
11. Поворот и фиксация шпиндельного блока и холостые ходы.
12. Создание безопасных условий труда.
Исходя из условий реализации этих функций и требований к результатам их реализации, разработчик осуществляет поиск прототипов из накопленного фонда технических решений. Предпочтение следует отдавать апробированным практикой стандартным техническим носителям функций. Разработка новых конструкций функциональных узлов требует специального обоснования.
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... , на которую проведен прочностной расчет, и наладка на операцию сверления. В процессе проектирования приспособления для сверления поперечного отверстия в детали «Вал шлицевый», изучены и освоены принципы проектирования станочных приспособлений, а также ряд смежных тем, таких как: расчет силовых схем привода; расчет погрешности базирования; расчеты на прочность; расчет сил резания и
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев