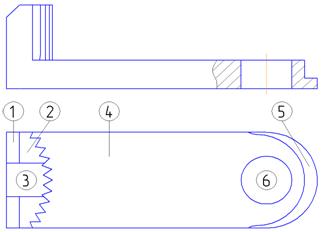
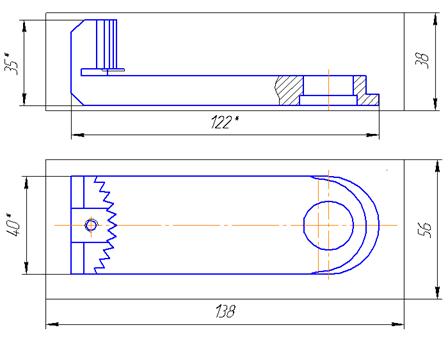
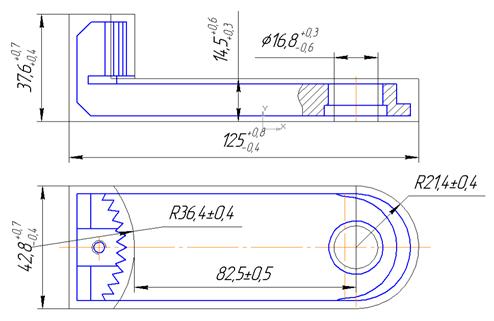
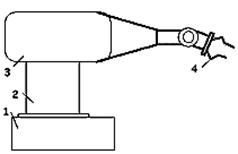
Аналіз деталі «Каретка верхня»
Використання різального та допоміжного обладнання
Аналіз використання контрольно-вимірювального інструменту
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Характеристика технічного обладнання
Розрахунок та визначення гвинта для закріплення заготівки
Навигация
Розрахунок та визначення гвинта для закріплення заготівки
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
34271
знак
7
таблиц
7
изображений
8. Розрахунок та визначення гвинта для закріплення заготівки
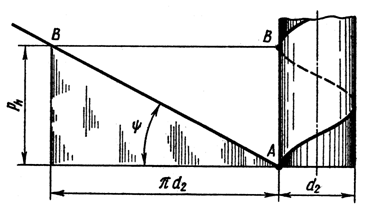
Розрахуємо на міцність гвинт ф10
1) Кут підйому різьби
![]()
Ph – хід різьби
![]() - середній діаметр різьби
- середній діаметр різьби
для одно західної різі Ph=P=1,5
2) Приведений кут тертя
![]()
Де ![]() =
=![]() /2 (
/2 (![]() для метричної різі 600)
для метричної різі 600)
f – коефіцієнт тертя

3) Момент загвинчування:
![]()
![]() - сила робочого на кінці ключа 0,28kH
- сила робочого на кінці ключа 0,28kH
![]() - довжика ключа 50мм
- довжика ключа 50мм
![]() - сила затяжки болта
- сила затяжки болта
Приблизно D1 – на 10мм більше d
d0 – на1 мм більше d
4) Сила затяжки болта знаходимо:

5) Момент в різьбі
![]()
6) Напруження при розтязі
![]()
7) Напруження крученням:

Fрас.= 1,3F0 (для метричної)
8) Діаметр розрахункового болта різьби
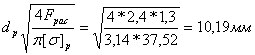
Приймаємо М12
Перевірка: Dp=d-0,94p=12-0,94*1,75=10,355мм
Остаточно приймаємо М12 з кроком 1,75мм.
Фактичн сила затискання:

Так як фактична сила затискання на багато перевищує теоретично розраховану силу затискання то вихідне зусилля можна зменьшити до 0,24кН
Тому для зручності й полегшення закріплення заготівки робимо довжину ключа 100мм. В результаті вихідне зусилля складатиме 0,12кН.
9. Економічна ефективність розробленого пристрою
Обгрунтування економічної ефективності використаня технологічної оснастки
Методичними вказівками РД 50-533-85 встановлені техніко-економічні показники і методика розрахунку економічної ефективності використання технологічної оснастки.
Відповідно до цих вказівок рекомендується використовувати два показники:
· Коефіцієнт завантаження одиниці технологічної оснастки (Кз);
· Затрати на обладнання технологічних операцій виготовлення виробів (Р).
Кз визначається за формулою:
![]()
де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма на одиницю оснастки (кількість повторнь операцій); F0 – місячний фонд часу роботи оснастки (верстата).
При Кз![]() 0,8 необхідно використовувати ще одне пристосування.
0,8 необхідно використовувати ще одне пристосування.
«Р» визначають за формулою в залежності від типу пристосування.
Для нерозроблених спеціальних пристосувань (НСП):
![]()
де: СНСП – собівартість пристосування; ПО.Г – кількість згрупованих на пристосування операцій (при груповій обробці).
Для універсально-налагоджуванних пристосувань(УНП) (СНП):
![]()
де: СН – собівартість виготовлення наладки (змінної частини); АУНП,СНП – амортизаційні відрахування за постійну частину; ПО – кількість наладок, закріплених за постійною частиною.
Для універсально-збірних пристосувань (УСП):
а) якщо УСП являється спеціальним пристосуванням:
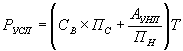
де: СУСП – Собівартість збирання компоновки УСП; Т – час знаходження виробу у виробництві; ПС кількість збирань на аназізуючий період; СВ – затрати за час експлуатації при використані оснастки; АУСП – річні амортизаційні відрахування на елементи компоновки УСП; ПН – нормативна кількість збирань за рік
б) якщо УСП в вигляді наладочного пристосування:

де: СН – собівартість виготовлення наладни, грн; ПО – кількість закріплених наладок, шт; ПН – нормативна кількість збирань в рік; СС – вартість збирання пристосування, грн; ПС – кількість збирань (дійсне); АУСП – річні амортизаційні відрахування на елеенти УСП; Т час знаходження пристосування в виробництві
Складально-розбірні пристосування (СРП):
а) якщо СРП – спеціальне пристосування:
![]()
де: СН – собівартість виготовлення спеціальних деталей, грн; СС – вартість збирання пристосування, грн.
б) якщо СРП як наладкове пристосування:
![]()
Для універсально-безналагоджувальних пристосувань (УБП):
![]()
де: АУБП – амортизаційні відрахування, грн; ПК – кількість насичення операцій; Т – час знаходження виробу у виробництві, рік.
Оцінка ефективності використання технологічної оснастки
Ефективність застосування технологічної оснастки можна оцінити двома методами:
1. відповідно ГОСТ 14.305 – 73 шляхом співставлення фактичних затрат (за результатами) з плановими;
2. сляхом співставлення економії від примінення пристосування з затратами на цого використання та експлуатацію. В цьому випадку ефективність виражається пристосування формулою:
Э![]() Р
Р
де: Э – очікуванна економія від впровадження пристосування; Р – затрати на пристосування;
![]()
де: Тшт – штучно-калькуляційний час виконання операції без пристосування чи в існуючому пристосуванні, хв; ТПшт – очікуванний штучно-калькуляційний час на операції після введення проектуємого пристосування; аМ – собівартість однієї станко-хвилини, грн/мин; N – плануєма місячна програма; q – число місяців
![]()
де: апер – змінні витрати, пропорційні зміні часу обробки ( вони включають в себе заробітню плату виробничих працівників з нарахуваннями на неї); аП.П – перемінно-постійні затрати, які також змінюються пропорційно часу обробки (сюди входять затрати на амортизацію та експлуатацію верстата та універсальних пристосуваннь); аПОСТ – інші постійні цінові витрати, які залишаються постійними.
Використана література
1. Горошкин А.К. Приспособления для металлорежущих станков М.: Машиностроение, 1979, - 303 с. ил.
2. Корсаков B.C. Основы конструирования приспособлений М.: Машиностроение, 1983, - 227 с.
3. Уткин Н.Ф, Приспособления для механической обработки Л.: Лениздат, 1983,-П5 с., ил.
4. Кузнецов Ю.И. и др. Оснастка станков с ЧПУ. Справочник.- М.: Машиностроение, 1983, - 350 с., ил.
5. Станочные приспособления. Справочник в 2-х том,/ Под ред. Вардашкина Б.Н. и др. - М.: Машиностроение, 1984, ил.
6. Верников А.Я. Магнитные и электромагнитные приспособления в металлообработке. - М.: Машиностроение, 1984, ил.
7. Переналаживаемая технологическая оснастка. /Под ред. Д.И.Полякова. -М.: Машиностроение, 1988.
8. Кузнецов Ю.И. и др. Приспособления и оснастка для базирования и крепления деталей типа тел вращения на металлорежущих станках М.: ВНИИТЭМР, 1991.
9. Альбом по проектированию приспособлений. Учебное пособие для студентов машиностроительных специальностей вузов.- М.: Машиностроение, 1991.
Похожие работы
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.). Таблиця 1.1 Хімічний ...
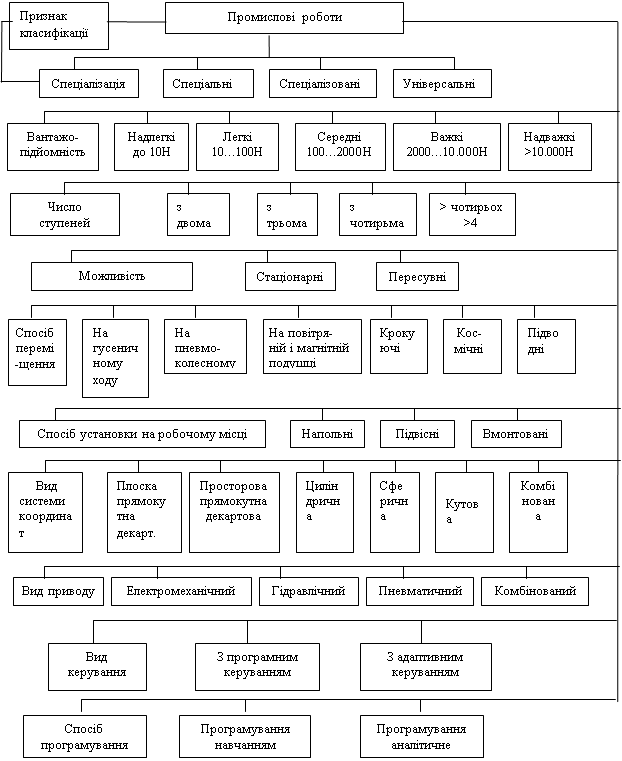
... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...
0 комментариев