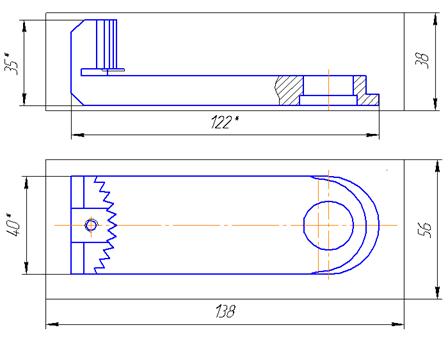
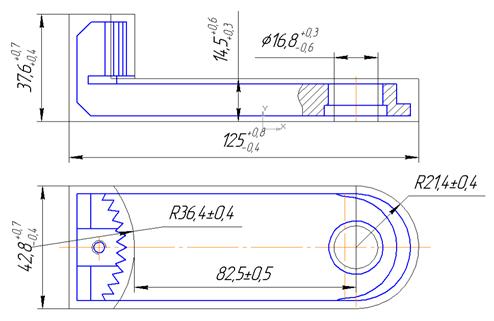
Аналіз деталі «Каретка верхня»
Використання різального та допоміжного обладнання
Аналіз використання контрольно-вимірювального інструменту
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Характеристика технічного обладнання
Розрахунок та визначення гвинта для закріплення заготівки
Навигация
Характеристика технічного обладнання
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
34271
знак
7
таблиц
7
изображений
4.2 Характеристика технічного обладнання
Технічна характеристика оброблюючого центру ИР500ПМФ4
Таблиця 6
| Розміри робочої поверхні стола, мм …….. | 500*500 |
| Діаметр поворотної частини стола, мм …… | 630 |
| Переміщення стола, мм: | |
| поздовжнє …………………………………. | 500 |
| поперечне ………………………………… | 800 |
| Переміщення шпиндельної бабки, мм: | |
| вертикальне …………………………………. | 630 |
| Відстань від площини столу до осі шпинделя: | |
| найменше, мм …………………………. | 0 |
| найбільше, мм …………………………… | 450 |
| Частота обертання ……………………… | 21,2 - 3000 |
| Потужність приводу шпинделя, кВт …….. | 14 |
| Поздовжня, поперечна, вертикальна подача, мм/хв ………………… | 1-2000 |
| Швидкісна подача, мм/хв. ………... | 8 000 - 10 000 |
| Місткість інструментального магазину, штук | 30 |
| Час зміни інструменту, с …………. | 16,2 - 21,2 |
| Найбільша маса заготовки, кг ……… | 700 |
| Загальна потужність всіх електродвигунів, кВт | 35 |
| Закінчення таб.6 | |
| Габаритні розміри, мм: | |
| Довжина …………………………………. | 4450 |
| Ширина ……………………………….. | 4665 |
| Висота ………………………………….. | 3100 |
| Маса верстата, кг ……………………….. | 11 370 |
| Число керуємих одночасно координат ….. | 3 |
| Дискретність відліку по осям, мм ………. | 0,002 |

Рис.1Креслення столу багатоцільового верстату ИР500ПМФ4
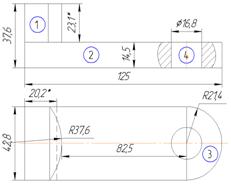
5. Теоретична схема базування

Рис.2
6. Розрахунок похибки базування заготовки в пристрої
![]()

![]() ; ТдА=±0,9=1,8мм;
; ТдА=±0,9=1,8мм;
![]() ; ТдЕ=±1,2=2,4мм;
; ТдЕ=±1,2=2,4мм;
![]() ; ТдМ=±1,2=2,4мм;
; ТдМ=±1,2=2,4мм;
![]() ; ТдМ=±1,2=2,4мм;
; ТдМ=±1,2=2,4мм;
Так як похибки базування розмірів, що виконуються на даній операції меньші допустимих відхилень поверхні деталі, то робимо висновок, що пристрій задовольняє отримання необхідної точності оброблених поверхонь.
7. Розрахунок необхідної сили затискання

З рівняння рівноваги:
![]() ,
,
де ![]() .
.
Введемо коефіцієнт надійного закріплення К[4]:
![]()
![]()
![]()
Розрахунок необхідної сили затискання проводимо для переходу №1 фрезерування:
![]() кН.
кН.
![]() =1,5*1,2*1,2*1,3*1*1=2,88
=1,5*1,2*1,2*1,3*1*1=2,88
К0 – гарантований коефіцфєнт запасу надійності закріплення, К0 = 1,5;
К1 – коефіцієнт, що враховує збільшення сили різання через випадкові нерівності заготовок;
К1 = 1,2 – для чорнової обробки;
К1 = 1,0 – для чистової обробки;
К2 – коефіцієнт що враховує збільшення сили різання через затуплення інструменту (табл. 5.2);
К3 – коефіцієнт що враховує збільшення сили різання через переривне різання, К3 = 1,2;
К4 – враховує непостійність затискання;
К4 = 1,3 – для ручних зажимів;
К4 = 1,0 – для пневматичних и гидравличних зажимів;
К5 – враховує степінь зручності розміщення рукояток для затискання;
· К5 = 1,2 – при діапазоні кута знаходження рукоятки 900;
· К5 = 1,0 – при зручному розміщені і малій довжині рукоятки;
К6 – враховує невпевненість при великій площі контакту затискного елементу;
· К6 = 1,0 – для опорного елемента, що має обмежену поверхню контакту з заготівкою;
· К6 = 1,5 – для опорного елемента з великою площею контакту.
Необхідний момент для затиску заготівки:
![]() Н
Н
Розрахуємо вихідне зусилля Рu, що забезпечить надійний затиск заготівки:
![]()
Коефіцієнт зусилля:
![]()
Висновок:
Для перевірки візьмемо крутний момент фрези, що складає Мкр=0,241кН*м, момент затискного зусилля Мкр=4,7кН*м. Тобто Мкрс<Мкрз.
При фрезеруванні надійний затиск забезпечено.

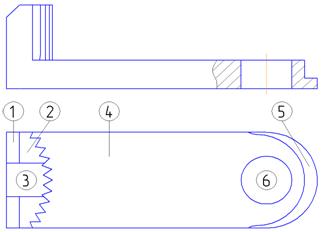
Схема гвинтового механізму затиску заготівки.
Діаметр гвинта попередньо приймаемо ф10мм.
Похожие работы
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.). Таблиця 1.1 Хімічний ...
... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...
0 комментариев