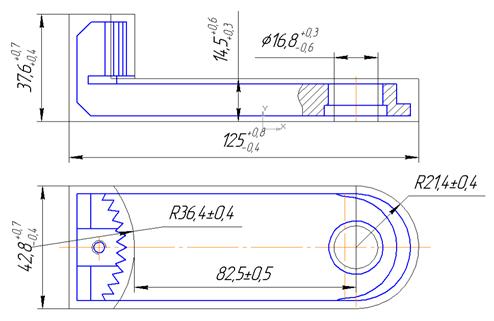
Аналіз деталі «Каретка верхня»
Використання різального та допоміжного обладнання
Аналіз використання контрольно-вимірювального інструменту
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Характеристика технічного обладнання
Розрахунок та визначення гвинта для закріплення заготівки
Навигация
Використання різального та допоміжного обладнання
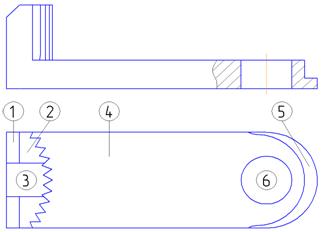
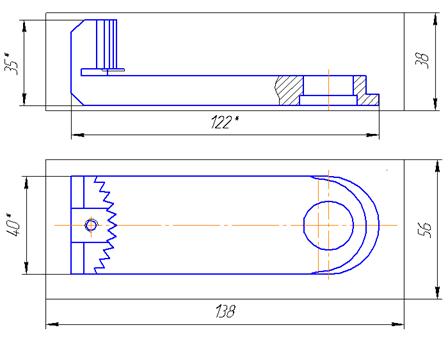
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
34271
знак
7
таблиц
7
изображений
1.3 Використання різального та допоміжного обладнання
Правильно вибраний інструмент як і в свою чергу верстат та пристосування відіграє велику роль на прдуктивність, якість та довговічність деталі що обробляється.
Аргументація вибраного інструменту полягає у використані його з існуючим на дільниці обладнанням, швидкісного різання за рахунок використання в основному для чорнови та напівчмстових операцій твердого сплаву. Керуючись новітніми методами в інструментах з значним діаметром для використання інструментального матеріалу використовуємо інструменти з механічним кріпленням пластин. На операціях де використовується поздовжньо-фрезерний верстат на чорнових і напівчистових операцій застосовуємо фрези з механічним кріпленням пластин з твердого сплаву ВК8. цей сплав обгрунтовано вибраний виходячи з того що оброблювальний матеріал – чугун. На чистовій операції де намнеобхідно отримати малу шорсткість використовуємо новітній матеріал що замінює раніше викоричстовувану операцію шліфування – гексанітовими пластинами. Саме використаняя фрезерування а не шліфування є щонайменьше в пять разів продуктивніше викорисатання шліфувальних кругів.
На поверхнях що не потребуютьтакої високої чистоти поверхні при чистовій обробці використовують твердий сплав що репомендуться для чугунів ВК6.
На обладнані оброблюючиц центр також використовують новіткі методи та інструменти, режими роботи. В більшості використовують інструмент з механічним кріпленням непереточувальних пластин з твердого сплаву. Інструмент такий як сверла вибираємо виготовленні з швидкорізаль6ної сталі.
Таблиця використовуваного інструменту для виготовлення деталі «каретка верхня»
Таблиця 4
| №п/п | №опер. | Назва опер. | Обладнання | Різальний інструмент |
| 1 | 005 | Заготівельна | ||
| 2 | 010 | Фрезерна | 6604 | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 |
| 3 | 015 | Фрезерна | 6604 | 2фрези Æ100, ГОСТ 24359-80 |
| 4 | 020 | Багатоцільва | ИР500ПМФ4 | Фреза Æ160, ГОСТ 24359-80; Сверло 2301-4157 ГОСТ 2092-77 Сверло 2301-41-4177 ГОСТ 2092-77 |
| 5 | 025 | Багатоцільва | ИР500ПМФ4 | Фреза пазова Æ50 ГОСТ 8543-71 Фреза кінцева Æ25 ГОСТ 17026-71 Фреза Æ100 ГОСТ 24359-80 |
| 6 | 035 | Фрезерна | 6604 | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 |
| 7 | 040 | Фрезерна | 6604 | 2фрези Æ100, ГОСТ 24359-80 |
| 8 | 045 | Багатоцільва | ИР500ПМФ4 | Фреза Æ160, ГОСТ 24359-80; Сверло 2301-4157 ГОСТ 2092-77 Сверло 2301-41-4177 ГОСТ 2092-77 Різець розточний ГОСТ 18883-73 |
| 9 | 050 | Багатоцільва | ИР500ПМФ4 | Фреза пазова Æ50 ГОСТ 8543-71 |
| 10 | 060 | Фрезерна | 6604 | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 |
| 11 | 065 | Фрезерна | 6604 | 2фрези Æ100, ГОСТ 24359-80 |
| 12 | 070 | Багатоцільова | ИР500ПМФ4 | Фреза Æ160, ГОСТ 24359-80; Різець розточний ГОСТ 18883-73; Сверло Æ11 ГОСТ 886-77; Сверло Æ7,9 ГОСТ 4010-77; Сверло Æ6,7 ГОСТ 4010-77; Сверло Æ10 ГОСТ 886-77; Зенкер Æ10 ГОСТ 12489-71; |
| 13 | 075 | Багатоцільова | ИР500ПМФ4 | Фреза кінцева Æ25 ГОСТ 17026-71 Мітчик Æ10 ГОСТ 1604-71; Сверло Æ5,5 ГОСТ 886-77; Мітчик Æ6 ГОСТ 1604-71; Мітчик Æ8 ГОСТ 1604-71; |
Похожие работы
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.). Таблиця 1.1 Хімічний ...
... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...
0 комментариев