Матеріали, які використовують для виготовлення баку водонапірної башти
ТЕХНОЛОГІЧНА ЧАСТИНА
Нормування кільцевих швів
Розрахунок та вибір режимів зварювання
Вибір роду струму та полярності, джерел живлення зварювальної дуги і зварювального обладнання
Курсовим проектом рекомендується вибрати автомат АДГ – 502
Розрахунок витрат зварювальних матеріалів та електроенергії на зварювання
Способи, об’єм та організація контролю якості складальних та зварювальних операцій
Навигация
Проектування водонапірної башти
Проектування водонапірної башти
42539
знаков
13
таблиц
0
изображений
ВСТУП
Зварювання – один з ведучих технологічних процесів. До 2/3 світового споживання стального прокату використовується для виробництва зварних конструкцій та споруд. Зварюванню підлягають практично всі метали та неметали в будь-яких умовах – на землі, в морських глибинах та в космосі. Товщина зварювальних деталей коливається від мікронів до метрів, маса зварювальних конструкцій – від долей грама до сотень тисяч тон. Як правило, зварювання - це єдиний можливий або найбільш ефективним спосіб створення нероз’ємних з’єднань конструкційних матеріалів і отримання заготовок, максимально наближених до оптимальної форми готової деталі або конструкції.
Основою зварювального виробництва залишається зварювання плавленням. Будуть вдосконалюватися техніка та технологія цього процесу. Одним з прикладів в цій галузі є створення у нас способу дугового зварювання по активуючому флюсу, який за кордоном отримав назву А–ТИГ.
В останні роки світове зварювальне виробництво характеризується масовим використанням джерел споживання інвентарного типу дугового зварювання. Головна перевага цих джерел – широкі можливості, які відкриваються для автоматичного керування всіма стадіями зварювального процесу, а також включають перенос електродного металу, рух металу в зварювальній ванні, кристалізацію шва і його дегазацію, придання необхідної форми і якості поверхні шва.
Не втратить свого значення і ремонтне зварювання. Увага до неї з боку спеціалістів не завжди відповідає її призначенню. Потрібно вдосконалювати техніку і засоби підготовки виробів до ремонту, створювати спеціальне зварювальне обладнання, нові матеріали, які забезпечать отримання шва необхідної якості в складних умовах, створювати технології ремонту без попереднього нагрівання виробів.
Однією з найважливіших складових частин зварювального виробництва є наплавка. Із загального обсягу зварювальних матеріалів для наплавки використовується 8-10 % електродів та суцільних проволок.
Залишається актуальною проблема зварювання нових матеріалів: сплавів на основі заліза, нікелю, міді, алюмінію, титану та багатьох інших інтерметалідів. Досить обширна галузь застосування напівпровідникових металів, використання яких невід’ємно пов’язано з проблемою їх з’єднання з металічними матеріалами.
У всьому світі широким фронтом ведуться дослідження, направлені на покращення зварювальної здатності високоміцних алюмінієвих сплавів, збільшення міцності та інших службових характеристик зварних з’єднань. ИЭС ім. Є.О. Патона спільно з Інститутом проблем матеріалознавства НАН України знайшли принципово нове рішення покращення зварювальної здатності перспективних сплавів алюмінію, частково, створивши нові зварювальні проволоки з алюмінієвих сплавів, що включають у своєму складі підвищену кількість скандію (0,5-0,8 %). Добавки скандію дозволяють підвищити опір руйнуванню зварних з’єднань високоміцних алюмінієвих сплавів.
За останні десятиліття в якості конструкційного матеріалу все більше уваги привертають полімери та композити на їхній основі. Створено сучасні технології для зварювання труб із термос плавів, які використовують при спорудженні газопроводів, водопроводів, комунікаційних систем. Є, також, безсумнівні успіхи в галузі ультразвукового зварювання, зварювальними струмами високої частоти, тертям та інших способів з’єднання цих перспективних матеріалів.
Історично склалося так, що багато з існуючих відповідальних зварних конструкцій наближаються до свого критичного віку. Тому дуже актуальна проблема розробки науково обґрунтованих підходів до оцінки та продовженню ресурсу зварних конструкцій, що експлуатуються. Такі підходи повинні базуватися на комплексному аналізі всіх стадій їхнього життєвого циклу, включаючи проектування, виготовлення та експлуатацію.
Ми далекі від думки про те, що даний короткий огляд вимальовує картину майбутнього розвитку зварювання. Час обов’язково внесе свої корективи. Немає сумніву, що зварювання і споріднені їй технології будуть і надалі інтенсивно розвиватися, оскільки вони є ключовими для ведучих галузей сучасної промисловості.
1. ВИХІДНІ ДАННІ
1.1 Призначення, опис, технічна характеристика баку водонапірної башти
Бак водонапірної башти використовується для збереження води та подальшої подачі її під тиском у місця призначення. Бак водонапірної башти (рис. 1.1) складається з двох сегментів обичайок, верхнього фланцю, двохконечних сегментів, нижнього фланцю, перехідника. Бак водонапірної башти зварюється за допомогою автоматичного та напівавтоматичного зварювання у середовищі захисних газів. Установка працює при температурах від 30 0С до 35 0С під дією сили вітру, а також під постійним навантаженням від особистої ваги конструкції.
Також на конструкцію можуть впливати тимчасові навантаження, такі як:
- вага обслуговуючого персоналу та обладнання;
- навантаження, що виникли при порушенні роботи;
- навантаження від дії льоду.
Похожие работы
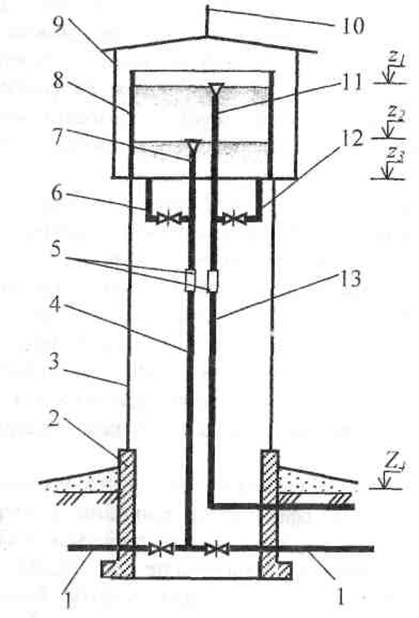
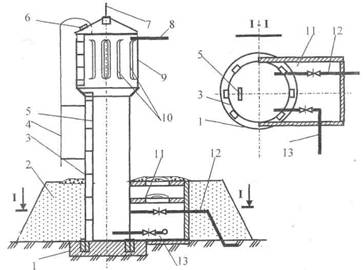
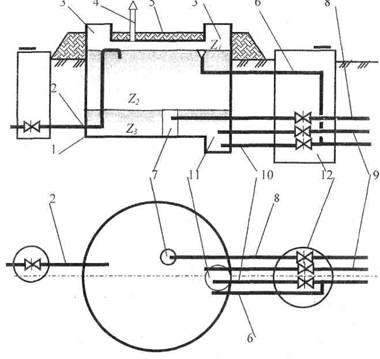
... 4 – зворотний клапан; 5 – п мпературний компенсатор; 6 – ствол башти; 7 – трубопровід для подачі або відводу води; 8 – пі-рсливний трубопровід; 9 – засувки; 10 – трубопровід для спорожнення баку; 11 – гідрозатвір Водонапірні башти в залежності від рельєфу місцевості і конфігурації мережі можуть бути розташовані на початку мережі (прохідна башта), в кінці мережі (контррезервуар) або в її проміжних ...


... ішнє гасіння пожеж, л/с, при забудові будинками до двох поверхів три поверхи і більше До1 1 5 10 1-5 1 10 10 5-10 1 10 15 10-25 2 10 15 25-50 2 20 25 50-100 2 25 35 100-1000 3 - 40-100 4. Системи і схеми водопостачання 4.1 Основні положення Режим споживання води, її кількість і вимоги до якості, типи споживачів і їх розміщення на місцевості, мі ...
... (таблиця 1.1, максимальне значення з колонки № 9); =60+3,75=63,75 м3/год - зосереджені витрати води складаються з витрат води для всіх потреб виробничого підприємства в годину максимального водоспоживання (таблиця 1.1, сума значень колонок № 5, 6 та 8 в годину максимального водопостачання). 2. Питома витрата води (2.2) складає: л/ (с×м), (2.2) де м - довжина всієї водогінної мереж ...
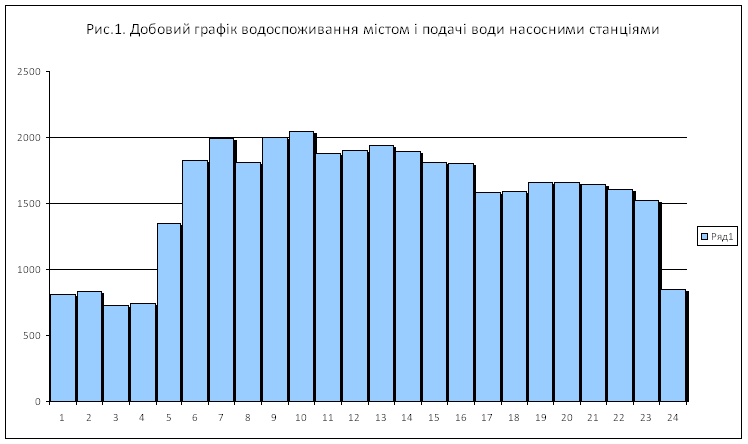
... м3/год 539.245 107.8 - 145.13 140.0525 420 326.67 1478.8975 л/с 149.79 29.94 - 40.314 38.9 116.66 82.59 410.8 Так як у проекті прийнято безбаштову схему водопостачання міста, то перевіряємо мережу на три розрахункові режими у добу максимального водоспоживання: години максимального і мінімального водовідбору з мережі та гасіння пожежі при ...
0 комментариев