Матеріали, які використовують для виготовлення баку водонапірної башти
ТЕХНОЛОГІЧНА ЧАСТИНА
Нормування кільцевих швів
Розрахунок та вибір режимів зварювання
Вибір роду струму та полярності, джерел живлення зварювальної дуги і зварювального обладнання
Курсовим проектом рекомендується вибрати автомат АДГ – 502
Розрахунок витрат зварювальних матеріалів та електроенергії на зварювання
Способи, об’єм та організація контролю якості складальних та зварювальних операцій
Навигация
Матеріали, які використовують для виготовлення баку водонапірної башти
Проектування водонапірної башти
42539
знаков
13
таблиц
0
изображений
1.2 Матеріали, які використовують для виготовлення баку водонапірної башти
Бак водомірної башти виготовляється зі сталі Ст 3 сп ГОСТ 380-95 – сталь мало вуглецева звичайної якості, спокійна, добре розкислена, 3 номер по таблиці фізико-хімічних властивостей, з низьким вмістом кисню.
Таблиця 1.1 Хімічний склад
| Марка сталі | Склад | |||||||
| Вуглець, % | Кремній, % | Марганець, % | Хром, % | Нікельⁿ, % | Сірка, % | Фосфор, % | Мідь, % | |
| Ст. 3сп | 0,14 | 0,12 | 0,40 | 0,3 | 0,3 | 0,05 | 0,04 | 0,3 |
Таблиця 1.2 Механічні властивості сталей при t˚=20˚C
| Марка сталі | Тимчасовий опір розриву, кгс/мм2 менше | Межа текучості, кгс/мм2 не більше | Відносне видовження, % не менше | Ударна в'язкість КСИ, кгс/мм2 не менше |
| Ст 3 сп | 38 | 25 | 26 | 8 |
Виходячи зі складу , ця сталь Ст 3 сп – добре зварюється, так як вміст вуглецю менше 0,3%.
1.3 Технічні умови на виготовлення баку водонапірної башти
Складання баку водомірної башти може відбуватися тільки з виправлених деталей і елементів, зачищених від грязі, масла, іржі, вологи
При складанні бака водонапірної башти і деталей не повинно допускатися зміни їх форми, не передбачене технологічним процесом, а при переміщенні і транспортуванні залишкові деформації їх.
Прихватки призначенні для з’єднання збираємих деталей, повинні розміщатися в місцях розташування зварних швів
Розміри перерізу прихваток повинні бути мінімальна необхідними для забезпечення розплавлення їх при накладанні швів проектного перерізу. Довжина прихваток в моїй конструкції, виготовленої зі Ст 3 сп сталі, повинна бути не менше 50мм. Складні прихватки баку водонапірної башти повинні бути виконані робочими, які мають право на виконання зварювальних робіт.
Форми кромок і розміри зазорів при складанні зварних з’єднань вказані в ГОСТ 14771-76 та ГОСТ 23518-79
Спільне складання баку водонапірної башти повинно відбутися шляхом послідовного з’єднання всіх елементів конструкції або окремих її частин.
Складання стальних конструкцій слід виготовляти по розробленому контролюючому технологічному процесі, який повинен забезпечити потрібні геометричні розміри швів і механічні якості зварних швів.
Зварювальні роботи повинні виконуватися під керівництвом людини, яка має посвідчення на право виконання робіт по зварюванню.
Автоматичне і напівавтоматичне зварювання повинна виконуватися зварювальниками, які пройшли навчання і отримали відповідні посвідчення.
Зварювання стальних конструкцій повинно виконуватися після перевірки правильності їх складання.
Допустимі відхилення розміру перерізів швів зварних з’єднань від проектних не повинні перевищувати розмірів, вказаних в ГОСТ 14771-76 та ГОСТ 23518-79.
Для зварювання обираю зварювальний дріт СВ-08Г2СО.
Кожна партія дроту повинна мати сертифікат з виказанням заводу-виготовляча, її марку, діаметр, номер плавки і хімічний склад. До кожної з бухти дроту повинна бути прикріплена бірка з виказанням заводу-витовляча, номера її плавки, марки та діаметра дроту по ГОСТ 2246-70.
Поверхня повинна бути чистою без окалин, іржі, мастила і бруду.
Для зварювання в середовищі вуглекислого газу в якості захисного газу використовують зварювальний вуглекислий газ першого і другого ґатунку або харчовий по ГОСТ 8050-85. Використання технічного вуглекислого газу не дозволяється.
Шви зварних з’єднань і конструкції по закінченню повинні бути очищені від шлаку, бризків і напливів металу. Приварні складальні пристосування підлягають видаленню без використання ударних впливів і ушкодження основного металу, а місця їх приварювання зачищати до основного металу з видаленням всіх дефектів.
По зовнішньому вигляді шви зварних з’єднань повинні задовольняти наступні потреби:
- Мати гладку або рівномірно чешуйчасту поверхню (без напливів, пропалів, звужень і переривів) і не мати різкого переходу до основного металу;
- Наплавлений метал повинен бути насичений по всій довжині шва, не мати тріщин і дефектів;
- Всі кратери повинні бути заплавлені.
Допускають слідуючи дефекти швів зварних з’єднань, які знаходять фізичні методи контролю:
- не провари по перерізу шва в з’єднаннях доступних зварюванню з двух сторін, глибиною при довжині не проварів не більше 50 мм, відстань між ними не менше 250 мм і загальній довжині ділянок непроавара не більше 200 мм на 1 м шва;
- окремі шлакові включення або пари, або згуртованість їх (по групі А і В ГОСТ 7512 – 69) в окремих ділянках шва в кількості не більше 5 шт. На 1 м2 площі шва при діаметрі одного дефекті не більше 1,5 мм.
Тріщини всіх видів і розмірів в швах зварних з’єднань не допускаються.
Після зварювання виконати в обсязі 100% зовнішній огляд зварних швів, гідровипробування наливом.
ТУ на виготовлення водонапірної башти розроблена згідно СНиП – ІІІ – 1875.
Похожие работы
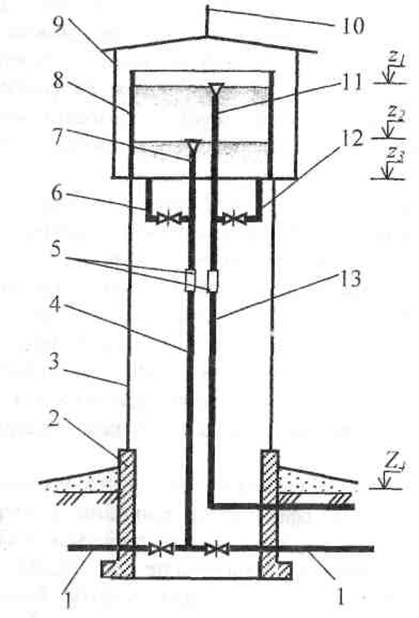
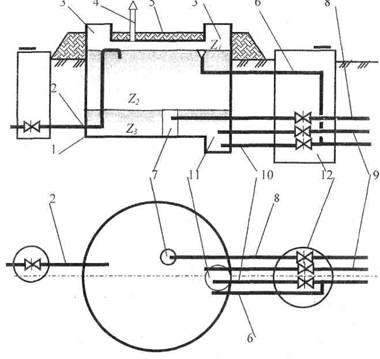
... 4 – зворотний клапан; 5 – п мпературний компенсатор; 6 – ствол башти; 7 – трубопровід для подачі або відводу води; 8 – пі-рсливний трубопровід; 9 – засувки; 10 – трубопровід для спорожнення баку; 11 – гідрозатвір Водонапірні башти в залежності від рельєфу місцевості і конфігурації мережі можуть бути розташовані на початку мережі (прохідна башта), в кінці мережі (контррезервуар) або в її проміжних ...


... ішнє гасіння пожеж, л/с, при забудові будинками до двох поверхів три поверхи і більше До1 1 5 10 1-5 1 10 10 5-10 1 10 15 10-25 2 10 15 25-50 2 20 25 50-100 2 25 35 100-1000 3 - 40-100 4. Системи і схеми водопостачання 4.1 Основні положення Режим споживання води, її кількість і вимоги до якості, типи споживачів і їх розміщення на місцевості, мі ...
... (таблиця 1.1, максимальне значення з колонки № 9); =60+3,75=63,75 м3/год - зосереджені витрати води складаються з витрат води для всіх потреб виробничого підприємства в годину максимального водоспоживання (таблиця 1.1, сума значень колонок № 5, 6 та 8 в годину максимального водопостачання). 2. Питома витрата води (2.2) складає: л/ (с×м), (2.2) де м - довжина всієї водогінної мереж ...
... м3/год 539.245 107.8 - 145.13 140.0525 420 326.67 1478.8975 л/с 149.79 29.94 - 40.314 38.9 116.66 82.59 410.8 Так як у проекті прийнято безбаштову схему водопостачання міста, то перевіряємо мережу на три розрахункові режими у добу максимального водоспоживання: години максимального і мінімального водовідбору з мережі та гасіння пожежі при ...
0 комментариев