Матеріали, які використовують для виготовлення баку водонапірної башти
ТЕХНОЛОГІЧНА ЧАСТИНА
Нормування кільцевих швів
Розрахунок та вибір режимів зварювання
Вибір роду струму та полярності, джерел живлення зварювальної дуги і зварювального обладнання
Курсовим проектом рекомендується вибрати автомат АДГ – 502
Розрахунок витрат зварювальних матеріалів та електроенергії на зварювання
Способи, об’єм та організація контролю якості складальних та зварювальних операцій
Навигация
ТЕХНОЛОГІЧНА ЧАСТИНА
Проектування водонапірної башти
42539
знаков
13
таблиц
0
изображений
2. ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Вибір форми, методу та способу складання. Складання та опис схеми складання та зварювання баку водонапірної башти
Складання – це процес послідовного з’єднання та скріплення деталей між собою для утворення вузла, підвузла або об’єкта.
Форма складання баку водонапірної башти – бригадна. Для сладально-зварювальрих цехів з дрібносерійним типом виробництва, а також, для монтажних дільниць найбільш характерна бригадна форма складання.
Метод складання баку водонапірної башти – рухомий. Складання виконуємо з переміщенням об’єкта, який складається від одного робочого місця до іншого. На кожному такому робочому місці виконується одна операція для установлення даної деталі або вузла.
Рухоме складання краще стаціонарного тому. Що воно дозволяє ширше спеціалізувати робоче місце, використовувати пристосування, підвищувати продуктивність праці.
Спосіб складання водонапірної башти – з допомогою спеціальних пристосувань.
Опис схеми складання та зварювання:
Перша операція – з’єднуємо дві обічайки між собою кільцевим швом, які до цього вже були зварені поздовжніми швами (кожна) – отримали під вузол 1.
Друга операція – виконується з конусною частиною конструкції. З’єднуємо дві частини конусу і зварюємо – отримуємо другий під вузол.
Третя операція – до другого підвузла приварюємо нижній фланець. Після цього приварюємо перехідник до нижнього фланця з конусом.
Четверта операція – з’єднуємо перший підвузол з другим під вузлом у вузол.
П’ята операція – являє собою приварювання верхнього фланця до вузла – отримуємо готову конструкцію (бак водонапірної башти).
2.2 Опис пристосувань для складання та зварювання баку водонапірної башти
Для складання та зварювання баку водонапірної башти потрібні: стяжки, установка під складання кільцевих швів, роликовий стенд, двустояковий маніпулятор.
Стяжки призначенні для зближення кромок зварювального виробу. Стяжка складається з двох гвинтових струбцин, зв’язаних двома гвинтами з правою і лівою різьбою кожний. Кромки обічайки закріплюють в трубцинах, після чого гвинтом вирівнюють, а іншим стягують до необхідного між ними зазору.
При складанні обичайок по кільцевим стискам необхідно притиснути обичайки одна до одної, склавши їх торцеві кромки по всій окружності.
Установка для складання обичайок по кільцевим стискам. При складанні необхідно притиснути обичайки одна до одної, склавши їх торцеві кромки по всьому колу. У зв’язку з цим основні елементи устаткування для складання кільцевих швів повинні бути осьова та радіальні притискачі. Складається з візка зі скобою, теліжка переміщується по рельсовому шляху між роликовими опорами. На скобі закріплені передній, середній та задній пневмоциліндри, штоки яких зв’язані з прижимами (передній – на шторці притискуючи п’ята, а середня і задня зв’язані з ричажними передачами, для збільшення притискую чого зусилля пневмоциліндрів). На верхній частині скоби знаходиться три регулюючих гвинтових опори. Скоба вертикально переміщається в межах 450мм по направляючих електропроводом. На скобі знаходяться кінцеві вимикачі.
Роліковий стенд Т-30М для виробів масою до 10т і діаметром 300-4000мм. Стенд складається з п’яти приводних ролікоопор, привода типу Р-994. приводні ролікоопори з’єднані поздовжніми валами і муфтами. І разом з холостими опорами змонтовані на рамі. Одна з приводних роликоопор змонтована разом з черв’ячним радустором через який передається обертання від приводу. Інші приводні ролікоопори – безредукторні. Відстань між роликоопорами обирають в залежності від довжини і діаметра виробу, в залежності з цим знаходять довжину з’єднальних валів і розміри монтажної рами.
Двостояковий маніпулятор складається з основи, двох стояків, поворотної рами з планшайбою і приводом обертання, приводом наклону рами розміщеного в одному з стояків. Планшайба обертається і рама повертається в кожну сторону на 360˚. Привід керується дистанційно з переносного пульта. Переваги: великі допустимі моменти наклону відносно опорної площі. При наклоні виріб повертається майже на місці, що спрощує обслуговування.
Розпорки призначені для втрівнювання кромок збираємих виробів, збереження форми І розмірів виробів при збиранні І зварюванні, а також для виправлення місцевих дефектів форми.
Вибираємо кільцеву гвинтову розпорку, яка затискає обічайку в кількох точках, рівномірно розташованих по колу.
Ескізи цих пристосувань зображені на рисунках.
2.3 Нормування складальних операцій
2.3.1 Нормування поздовжніх стиків
Зміст робіт:
Подати обичайку на робоче місце і встановити на роликову опору.
Стикувати обичайку по довжині, витримавши зазор і уступність кромок, згідно вертежу.
Прихватити напівавтоматичним зварювання в суміші захисних газів.
Штучний час на складання поздовжніх кромок обичайок з одного звальцованого листа: 12,4 · 2 = 24,8 л.хв
Штучний час на збирання поздовжніх кромок конусу з одного звальцованого листа: 11,7 · 2 = 23,4 л.хв
Загальна норма часу на складання поздовжніх швів: 24,8 + 23,4 = 48,2 л.хв
Похожие работы
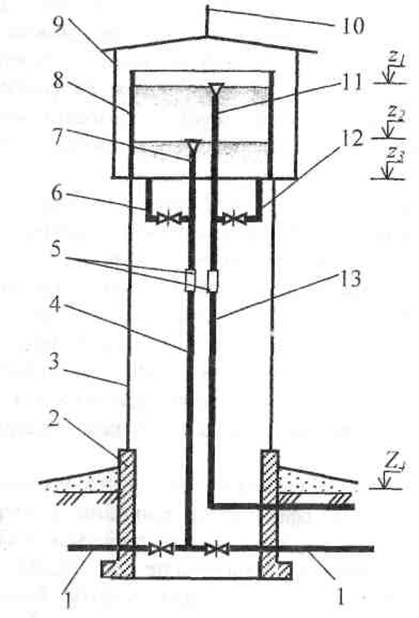
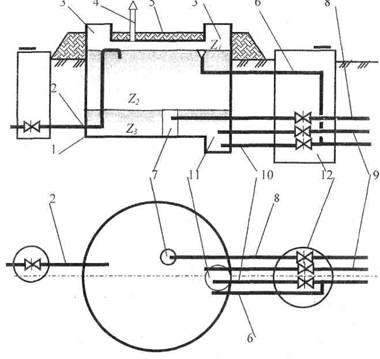
... 4 – зворотний клапан; 5 – п мпературний компенсатор; 6 – ствол башти; 7 – трубопровід для подачі або відводу води; 8 – пі-рсливний трубопровід; 9 – засувки; 10 – трубопровід для спорожнення баку; 11 – гідрозатвір Водонапірні башти в залежності від рельєфу місцевості і конфігурації мережі можуть бути розташовані на початку мережі (прохідна башта), в кінці мережі (контррезервуар) або в її проміжних ...


... ішнє гасіння пожеж, л/с, при забудові будинками до двох поверхів три поверхи і більше До1 1 5 10 1-5 1 10 10 5-10 1 10 15 10-25 2 10 15 25-50 2 20 25 50-100 2 25 35 100-1000 3 - 40-100 4. Системи і схеми водопостачання 4.1 Основні положення Режим споживання води, її кількість і вимоги до якості, типи споживачів і їх розміщення на місцевості, мі ...
... (таблиця 1.1, максимальне значення з колонки № 9); =60+3,75=63,75 м3/год - зосереджені витрати води складаються з витрат води для всіх потреб виробничого підприємства в годину максимального водоспоживання (таблиця 1.1, сума значень колонок № 5, 6 та 8 в годину максимального водопостачання). 2. Питома витрата води (2.2) складає: л/ (с×м), (2.2) де м - довжина всієї водогінної мереж ...
... м3/год 539.245 107.8 - 145.13 140.0525 420 326.67 1478.8975 л/с 149.79 29.94 - 40.314 38.9 116.66 82.59 410.8 Так як у проекті прийнято безбаштову схему водопостачання міста, то перевіряємо мережу на три розрахункові режими у добу максимального водоспоживання: години максимального і мінімального водовідбору з мережі та гасіння пожежі при ...
0 комментариев