Матеріали, які використовують для виготовлення баку водонапірної башти
ТЕХНОЛОГІЧНА ЧАСТИНА
Нормування кільцевих швів
Розрахунок та вибір режимів зварювання
Вибір роду струму та полярності, джерел живлення зварювальної дуги і зварювального обладнання
Курсовим проектом рекомендується вибрати автомат АДГ – 502
Розрахунок витрат зварювальних матеріалів та електроенергії на зварювання
Способи, об’єм та організація контролю якості складальних та зварювальних операцій
Навигация
Розрахунок та вибір режимів зварювання
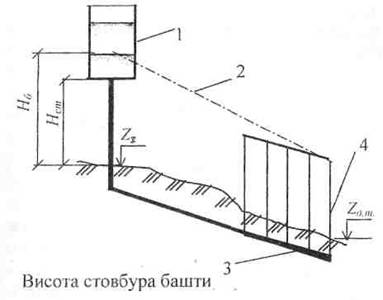
Проектування водонапірної башти
42539
знаков
13
таблиц
0
изображений
2.6 Розрахунок та вибір режимів зварювання
Сукупність технологічних характеристик, які дозволяють отримати якісний зварний шов заданих геометричних розмірів називається параметрами режиму зварювання.
2.6.1 Розрахунок параметрів напівавтоматичного зварювання у суміші газів (СО2 + О2)
До основних параметрів напівавтоматичного зварювання у суміші захисних газів відносяться: зварювальний струм, напруга на дузі, діаметр зварювального дроту, швидкість подачі зварювального дроту, питомі витрати захисного газу, виліт електроду.
- Діаметр зварювального дроту обирається в залежності від товщини металу, що зварюється, для стикових швів та від катету шва для кутових швів. При збільшенні величини діаметру зварювального дроту підвищується розбризкування електродного металу, поліпшується формування та якість зварювального шва. При виборі діаметру зварювального дроту використовуються значення в табл.6;7. Діаметр зварювального дроту=1,4 мм.
- Сила зварювального струму приблизно може бути розрахована за формулою:
Ізв=100 de (de + 0,5) + 50
Ізв=100 1,4 (1,4 + 0,5) + 50 = 316 А
Силу зварювального струму прийняти 320 А
- Напруга на дузі приблизно може бути розрахована за формулою:
Uд=8 (de + 1,6)
Uд=8 (1,4 + 1,6) = 24 В
Напругу на дузі прийняти 24 В
- Швидкість зварювання розраховується за формулою:
де ![]() н – коефіцієнт наплавлення, [г/А·год] ;
н – коефіцієнт наплавлення, [г/А·год] ;
Ізв – сила зварювального струму, [А];
Fн – площа поперечного перерізу наплавленого металу, [см2];
![]() - питома вага наплавленого металу,
- питома вага наплавленого металу, ![]() =7,8 г/см3.
=7,8 г/см3.
Так як три різних з’єднання, то і швидкість розраховуємо для кожного окремо, а також площу поперечного перерізу наплавленого металу:
1 Fн(Т1, Н1) = 0,75·eq + ![]()
Fн(Т1, Н1) = 0,75 7·1,5 + 12,5 = 20,375 мм2
2 Fн(С5) = 0,75·eq + S
Fн(С5) = 0,75·8·1,5 + 5 =14 мм2
3 Fн(Т1, У2) = 0,75·eq + b·S+ ![]() · 2
· 2
Fн(Т1, У2) = 0,75·8·1,5 + 1,5·5+(5)2 = 41,5 мм2
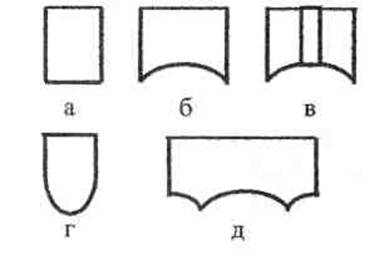
Ескізи цих з’єднань зображені на рисунках
Розраховуємо швидкість зварювання кожного з’єднання:
1 (Т1,Н1)Vзв = ![]() м/год
м/год
2 (С5) Vзв = ![]() м/год
м/год
3 (Т1,У2)Vзв = ![]() м/год
м/год
- Швидкість подачі зварювального дроту розраховується за формулою :
Vпод = 
Vпод =  м/год
м/год
Швидкість подачі зварювального дроту прийняти 440 м/год
- Питомі витрати захисного газу залежить від діаметру зварювального дроту, впливають на якість захисту зварювальної ванни від попадання азоту та кисню з повітря.
Витрати захисного газу = 1 –16 л/хв
- Виліт електрода впливає на якість зварювального шва. При збільшенні вильоту електроду збільшується розбризкування електродного металу, погіршується захист зварювальної ванни, формування та якість зварного шва. Значення вильоту електрода знаходиться.
Виліт електроду = 14–16 мм.
Розрахункові параметри зварювання заносимо у таблицю:
| Тип з’єд-нання | Тов-щина металу катету шва | Поло-ження шва у просторі | Діа-метр звар. дро-ту, мм | Сила звар. стру-му, А | Нап-руга на дузі, В | Шви-дк. звар., м/год | Шви-дкість подачі дроту, м/год | Пи-томі вит-рати захи-сного газу, л/хв | Ви-літ елек-троду, мм |
| У2 | 5 | нижнє | 1,4 | 320 | 24 | 16 | 440 | 12-16 | 14-16 |
| С5 | 5 | нижнє | 1,4 | 320 | 24 | 48 | 440 | 12-16 | 14-16 |
| Т1 | Δ5 | кільцевий | 1,4 | 320 | 24 | 33 | 440 | 12-16 | 14-16 |
| Н1 | Δ5 | кільцевий | 1,4 | 320 | 24 | 33 | 440 | 12-16 | 14-16 |
| Т1 | - | кільцевий | 1,4 | 320 | 24 | 16 | 440 | 12-16 | 14-16 |
2.6.2 Приймаємо параметри автоматичного зварювання у суміші газів(СО2 + О2)
До основних параметрів автоматичного зварювання у суміші захисних газів відносяться: зварювальний струм, напруга на дузі, діаметр зварювального дроту, питомі витрати захисного газу, виліт електроду.
Прийняті параметри автоматичного зварювання у суміші захисних газів (СО2 + О2) заносимо в таблицю:
| Тип з’єд-нання | Тов-щи-на ме-талу кате-та, мм | Поло-ження шва в про-сторі | Діа-метр звар. дро-ту, мм | Си-ла стру-му, А | Нап-руга на ду-зі, В | ШвидЗвар., м/год | Швид по-дачі дроту, м/год | Пи-то-мі вит. зах. газу, л/хв | Ви-літ еле-ктро-ду, мм |
| С5 | 5 | нижнє | 1,6 | 400-500 | 28-30 | 64 | 420-470 | 20-22 | 18-20 |
Похожие работы
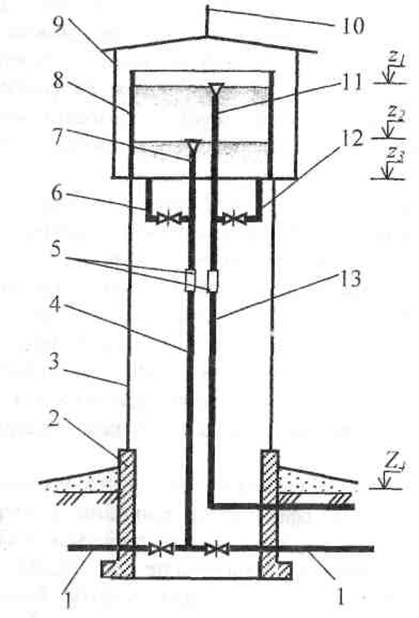
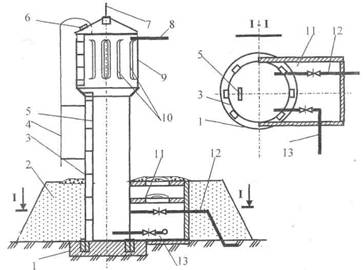
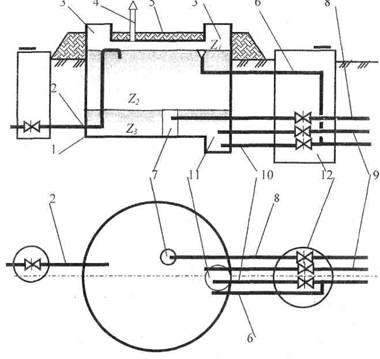
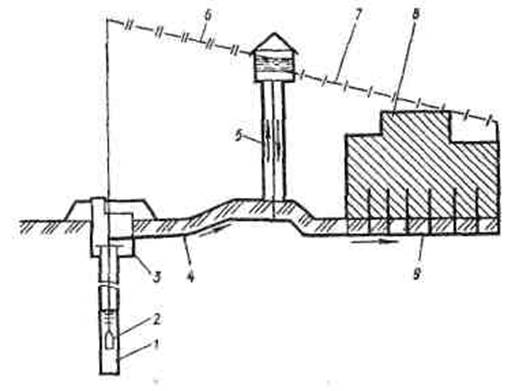
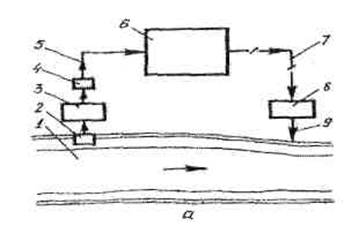
... 4 – зворотний клапан; 5 – п мпературний компенсатор; 6 – ствол башти; 7 – трубопровід для подачі або відводу води; 8 – пі-рсливний трубопровід; 9 – засувки; 10 – трубопровід для спорожнення баку; 11 – гідрозатвір Водонапірні башти в залежності від рельєфу місцевості і конфігурації мережі можуть бути розташовані на початку мережі (прохідна башта), в кінці мережі (контррезервуар) або в її проміжних ...

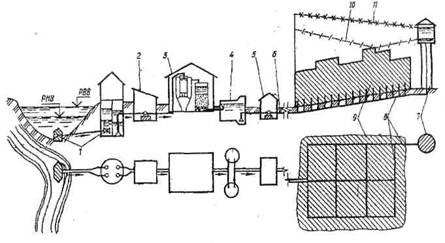

... ішнє гасіння пожеж, л/с, при забудові будинками до двох поверхів три поверхи і більше До1 1 5 10 1-5 1 10 10 5-10 1 10 15 10-25 2 10 15 25-50 2 20 25 50-100 2 25 35 100-1000 3 - 40-100 4. Системи і схеми водопостачання 4.1 Основні положення Режим споживання води, її кількість і вимоги до якості, типи споживачів і їх розміщення на місцевості, мі ...
... (таблиця 1.1, максимальне значення з колонки № 9); =60+3,75=63,75 м3/год - зосереджені витрати води складаються з витрат води для всіх потреб виробничого підприємства в годину максимального водоспоживання (таблиця 1.1, сума значень колонок № 5, 6 та 8 в годину максимального водопостачання). 2. Питома витрата води (2.2) складає: л/ (с×м), (2.2) де м - довжина всієї водогінної мереж ...
... м3/год 539.245 107.8 - 145.13 140.0525 420 326.67 1478.8975 л/с 149.79 29.94 - 40.314 38.9 116.66 82.59 410.8 Так як у проекті прийнято безбаштову схему водопостачання міста, то перевіряємо мережу на три розрахункові режими у добу максимального водоспоживання: години максимального і мінімального водовідбору з мережі та гасіння пожежі при ...
0 комментариев