Матеріали, які використовують для виготовлення баку водонапірної башти
ТЕХНОЛОГІЧНА ЧАСТИНА
Нормування кільцевих швів
Розрахунок та вибір режимів зварювання
Вибір роду струму та полярності, джерел живлення зварювальної дуги і зварювального обладнання
Курсовим проектом рекомендується вибрати автомат АДГ – 502
Розрахунок витрат зварювальних матеріалів та електроенергії на зварювання
Способи, об’єм та організація контролю якості складальних та зварювальних операцій
Навигация
Нормування кільцевих швів
Проектування водонапірної башти
42539
знаков
13
таблиц
0
изображений
2.3.2 Нормування кільцевих швів
Зміст робіт
Подати обичайку на робоче місце збирання і встановити їх на ролікоопори.
Виправити обичайку. Зістикувати обичайку, витримавши зазори і уступність крамок згідно кресленню.
Прихватки напівавтоматичним зварюванням в суміші захисних газів.
Контувати обічайку при збиранні.
Штучний час на збирання двох обичайок під зварювання кільцевих швів і з’єднання з ними конусу: 52,2 · 2 = 104,4 л.хв
Штучний час на збирання фланця до перехідника: 26,4 л.хв
Штучний час на збирання фланцю з перехідником до конусу: 36 л.хв
Загальна норма часу на складання всіх кільцевих швів: 166,8 л.хв
2.4 Вибір та обґрунтування вибору способу зварювання
Для зварювання баку водонапірної башти вибираємо автоматичне та напівавтоматичне зварювання в суміші вуглекислого газу з киснем.
Здатність сталі Ст3сп до зварювання добра. Виготовлення конструкції відбувається в заводських умовах.
– автоматичним зварюванням виконуються поздовжні і кінцевий шви обичайок.
– напівавтоматичним зварюванням виконуються: зварювання двох частин конусу, приварювання до конусу фланця і перехідника, а також кінцевий шов, який з’єднує конус з обичайкою.
Курсовим проектом запропоновані саме такі види зварювання тому, що:
Висока продуктивність зварюваня в 2-2,5 рази вища в зрівнянні з РДЗ. Забезпечує захист зварювальної ванни від кисню і азоту з повітря. Зварювання виконується концентрованою дугою, що знижує розміри зони термічного впливу – це знижує ймовірність додаткових внутрішніх напруг. Зварювання може виконуватися в усіх просторових положеннях і в важкодоступних місцях (тільки напівавтоматичною). Більш низька ціна ніж РДЗ і зварювання під флюсом. Високі механічні якості зварних з’єднань, що дозволяють її використовувати при виготовленні більш відповідальних металоконструкцій.
Курсовим проектом запропоновано вибрати зварювання в суміші захисних газів СО2 + О2 (80%-20%) тому, що:
Порівняно зі зварюванням в СО2: мінімальне розбризкування електродного металу (2-3%), якісне формування зварних швів з плавним переходом до основного металу, високі показники механічних характеристик наплавленого металу, більш ліпші санітарно-гігієнічні умови роботи.
Процес зварювання відрізняється більш високим окислювальним потенціалом середи і більшою температурою розплавленого металу.
Як відомо при зварюванні в вуглекислому газі підвищується розбризкування розплавленого металу. Бризки приварюються до основного металу і потрібна трудомістка зачистка. Примісь кисню до вуглекислого газу відповідає зменшенню розбризкування і зниженню приварювання бризків до виробу, підвищує стабільність горіння дуги, поліпшує формування шва, зменшує висоту підсилення і бугри вість. Кисень зв’язує водень і зменшує його вплив на утворення пор, а також знижує поверхневий натяг зварювальної ванни, в рідкому стані виконується більш повне видалення неметалічних включень і ліпша дегазація металу ванни.
Суміш використовується для зварювання вуглецевих сталей з використанням зварювального дроту СВ-08Г2СО. Дріт має достатню кількість кремнію і марганцю для розкислення рідкої ванни і одержання щільних швів. Збільшення складу кисню в суміші більше 30% призводить до появи грубої нерівності поверхні шва. При оптимальному складі суміші на поверхні шва утворюється тонкий шар шлакової корки. Після видалення якої шов має срібний колір.
Кисень для зварювання випускають по ГОСТу 5583-78.
2.5 Вибір зварювальних матеріалів
Курсовим проектом рекомендується вибирати зварювальний дріт – СВ-08Г2СО.
Таблиця 2.1 Хімічний склад
| Марка дроту | Склад | ||||||
| Вуглець, % | Кремній, % | Марганець, % | Хром, % | Нікель, % | Сірка, % | Фосфор, % | |
| СВ-08Г2СО | 0,05-0,11 | 0,7-0,95 | 1,8-2,1 | <0,20 | <0,25 | 0,025 | 0,03 |
Курсовим проектом рекомендується вибрати захисний газ: це суміш вуглекислого газу і кисню.
Вуглекислий газ: ГОСТ 8050-85 – зварювальний – 99,5%.
Кисень: ГОСТ 5583-78 – 1-й ґатунок 99,7%.
Запобігання можливості появи пор при зварюванні у вуглекислому газі досягається:
Введенням в склад зварювальної ванни таких активних розкислювачів, як, наприклад, марганець і кремній за допомогою зварювального дроту.
Кисень зменшує поверхневий натяг металу – каплі, перенос металу стає дрібнокапельним, поліпшуються умови формування поверхні шва. Склад водню в ванні також зменшується, так як кисень, з’єднуючись з воднем, утворює нерозчинний в рідкому металі з’єднання.
Безперервний вихід активних розкисників в процесі зварювання і кристалізації в атмосферу і шлак призводить до помітного їх зменшення в металі шва, через це при зварюванні у вуглекислому газі низько вуглецевої сталі дротом СВ-08 через протікання реакції окиснення вуглецю в кристалізаційній частині ванни шви виходять пристими. Для подавлення реакції утворення окислу вуглецю (ІІ) при зварюванні у вуглекислому газі низько вуглецевої конструкційної сталі застосовують зварювальний дріт, який має в складі кремній і марганець, марки СВ-08Г2СО. В цьому випадку наплавлений метал одержуємо добре розкислений при достатньому вмісті кремнію і марганцю, і з високими міцкісними і пластичними властивостями.
Досвід деяких заводів показує, що додавання до вуглекислого газу 20% кисню змінює характер переносу електродного металу.
Процес переносу метала переходить в струйний. При цьому збільшується глибина проплавлення: коефіцієнт плавлення – на 15%, коефіцієнт наплавки – на 25%. Кисень зменшує поверхневий нетяг метала – каплі. Енергійніше протікає реакція окислення марганцю і кремнію, що супроводжується виділенням теплоти.
Таблиця 2.2 Хімічний склад
| Марка зварювального дроту | Масовий склад, % | Механічні властивості | |||||
| С | Mn | Sі | σв | σт | δ, % | KCU, Дж/см2 | |
| МПа/мм2 | МПа/мм2 | ||||||
| СВ-08Г2СО | 0,12 | 0,85 | 0,31,510 | 510 | 340 | 25 | 13,6 |
Похожие работы
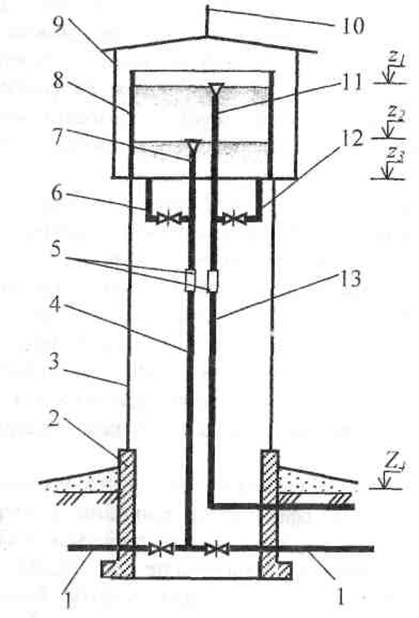
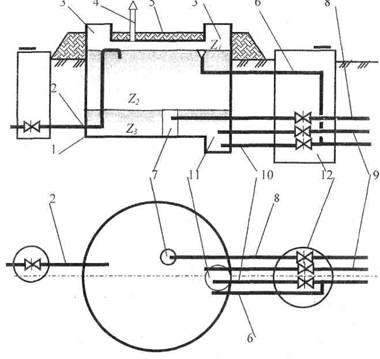
... 4 – зворотний клапан; 5 – п мпературний компенсатор; 6 – ствол башти; 7 – трубопровід для подачі або відводу води; 8 – пі-рсливний трубопровід; 9 – засувки; 10 – трубопровід для спорожнення баку; 11 – гідрозатвір Водонапірні башти в залежності від рельєфу місцевості і конфігурації мережі можуть бути розташовані на початку мережі (прохідна башта), в кінці мережі (контррезервуар) або в її проміжних ...


... ішнє гасіння пожеж, л/с, при забудові будинками до двох поверхів три поверхи і більше До1 1 5 10 1-5 1 10 10 5-10 1 10 15 10-25 2 10 15 25-50 2 20 25 50-100 2 25 35 100-1000 3 - 40-100 4. Системи і схеми водопостачання 4.1 Основні положення Режим споживання води, її кількість і вимоги до якості, типи споживачів і їх розміщення на місцевості, мі ...
... (таблиця 1.1, максимальне значення з колонки № 9); =60+3,75=63,75 м3/год - зосереджені витрати води складаються з витрат води для всіх потреб виробничого підприємства в годину максимального водоспоживання (таблиця 1.1, сума значень колонок № 5, 6 та 8 в годину максимального водопостачання). 2. Питома витрата води (2.2) складає: л/ (с×м), (2.2) де м - довжина всієї водогінної мереж ...
... м3/год 539.245 107.8 - 145.13 140.0525 420 326.67 1478.8975 л/с 149.79 29.94 - 40.314 38.9 116.66 82.59 410.8 Так як у проекті прийнято безбаштову схему водопостачання міста, то перевіряємо мережу на три розрахункові режими у добу максимального водоспоживання: години максимального і мінімального водовідбору з мережі та гасіння пожежі при ...
0 комментариев