Современные проблемы отрасли
Маркетинговые исследования упаковки, представленной на рынке
Анализ упаковываемого продукта
Выбор материала для упаковки
Выбор полимерной пленки для вклеенных окошек
Impact
ArtiosCAD
MarbaCAD
Взаимосвязь автоматизированного проектирования и производства упаковки из картона
Разработка технологии производства упаковки для пельменей
Печатные процессы
Отделочные процессы
Навигация
Отделочные процессы
Разработка конструкции и технологии производства упаковки из картона для пельменей
168194
знака
12
таблиц
35
изображений
6.3 Отделочные процессы
1. Штанцевание осуществляется на горизонтальном автоматическом прессе SP Bobst 102. С максимальным форматом по ножам 1020 х 720мм, с максимальной производительностью 8,5 тыс./ч.
Наиболее часто на практике используются ножи высотой Н=23,8 мм. Для высечки картона используются ножи, как правило, толщиной 0,71 мм. Наиболее распространенный угол двойной заточки a=52-54 0 . На каждый погонный метр длины такого ножа прикладывается усилие около 1 тонны.
С точки зрения твердости к ножам предъявляют противоречащие друг другу требования. С одной стороны твердость режущей поверхности должна быть максимальной: чем выше твердость режущей кромки, тем долговечнее нож. С другой стороны ножи должны обладать высокой пластичностью для обеспечения требуемых остаточных деформаций в процессе гибки с целью получения сложной конфигурации, соответствующей развертке высекаемых изделий.
При позиционировании разверток на листе учитываются необходимые допуски на захват валами печатной машины, по 10 мм с каждой стороны, 15 мм на клапан в «голове» листа, 10 мм на «хвост» листа. Следующие рисунки демонстрируют технологически необходимый клапан под захват листа в штанцевальном оборудовании, который составляет 13 мм.
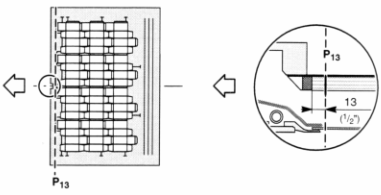
Рис.51.
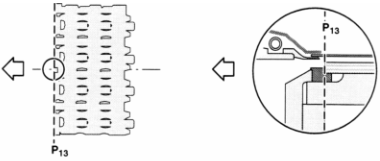
Рис.52.
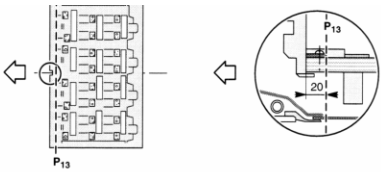
Рис.53.
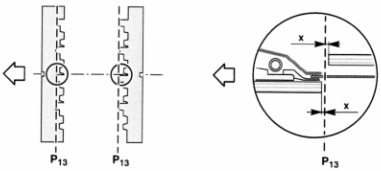
Рис.54.
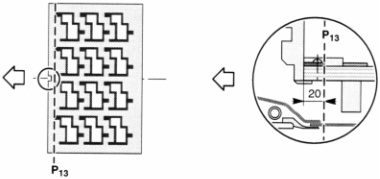
Рис.55.
Выбор необходимой твердости резины зависит от схемы расположения рабочего инструмента на штампе и от вида и свойств штанцуемого материала.
Если расстояние между соседними режущими ножами меньше 8 мм, то рекомендуется использовать в качестве пружинящего материала резину твердость от 40 до 60 ед. по Шору. Если это расстояние больше 8 мм, то резина должна быть менее твердой – от 20 до 35 ед. по Шору.
Сплошная монолитная резина отличается высокой твердостью и жесткостью. Из нее чаще всего изготавливают пружинящие элементы различного профиля в сечении.
Пружинящий элемент с сечением в виде равнобедренной трапеции с углом у основания 22° характерен тем, что при сжатии форма его сечения преобразуется в прямоугольную, а боковое расширение отсутствует. Такие пружинящие элементы применяют между близко расположенными режущими ножами.
Более сложную форму имеют пружинящие элементы с кзь кообразным сечением. Их используют между близко расположенными биговальными и режущими ножами. Отрицательный угол наклона профильной боковой поверхности к плоской опорной поверхности «А» выполняет две основные функции. Во-первых, предохраняет картон от появления оттисков в районе краевой зоны биговальной матрицы при контакте жестким пружинящим элементом. Во-вторых, компенсирует возникающие в процессе биговки в картоне значительные растягивающие напряжения, ухудшающие качество резки. Особенно эффективно применение таких профилей в местах образования перемычек, удерживающих на листе заготовки коробки. Если расстояние I между режущим и биговальными ножами меньше 10 мм, для изготовления профилей рекомендуется применять резину твердостью от 45 до 70 ед. по Шору. При расстоянии I > 10 мм для профилей используют более мягкие сорта резины твердостью от 35 до 55 ед. по Шору.
Газонаполненная резина характеризуется меньшей твердостью и жесткостью, поэтому из нее изготавливают пружинящие элементы преимущественно прямоугольного сечения. Резина поставляется в виде листов, из которых нарезают пружинящие элементы требуемой ширины. Важным показателем качества резки является обеспечение вертикальности боковых стенок пружинящих элементов. Если одна из сторон резины имеет текстильную поверхность, часто называемую коркой, то пружинящий элемент должен быть приклеен к основанию штампа коркой вверх. В противном случае возможно прилипание картона к пружинящему элементу.
Резина с открытыми ячейками, иначе называемая резиной с открытыми порами, отличается наименьшим значением бокового расширения Хб. При сжатии пружинящего элемента воздух выходит из открытых пор. При восстановлении воздух входит обратно в поры. Для процесса заполнения воздухом пор при обратном ходе штампа требуется определенное время, поэтому такая резина не может применяться в высокоскоростных штанцевальных установках. Вместе с воздухом в поры попадает пыль, образующаяся в процессе штанцевания. Это приводит к постепенному увеличению жесткости резины с открытыми порами. Такую резину целесообразно использовать для штанцевания высококачественных сортов картона с наименьшим пылеобразованием.
Резина с закрытыми ячейками по пружинящим и эжекторным свойствам занимает промежуточное положение между сплошной монолитной резиной и резиной с открытыми ячейками. Наилучшим комплексом свойств обладают резины на основе синтетического каучука. Замкнутые ячейки заполнены преимущественно воздухом, реже азотом. Усталость таких материалов при многократном циклическом нагружении проявляется в остаточной деформации и сморщивании ячеек. При превышении допустимой степени сжатия стенки ячеек могут лопнуть, разрушиться.
Вспененные полиуретаны имеют закрытые ячейки очень малых размеров — микроячейки, поэтому их часто называют микропористыми материалами. При сжатии они отличаются маленьким значением бокового расширения Хб, поэтому чаще всего пружинящие элементы из них используют между близко расположенными режущими ножами. [9]
Так как на развертке коробки практически нет расположенных близко друг с другом режущих ножей штанцформы, то используемой резиной в основном будет резина с открытыми ячейками, отличающая наименьшим значением бокового расширения Хб.
Используемая марка резины: F1.25, с условной твердостью по Шору 25 ед., максимальная степнь сжатия 40%, скорость штанцевания – 7000 ч-1.
В местах близко расположенных режущих и биговальных ножей целесообразнее использовать сплошную монолитную резину с клыкообразным сечением с условной твердостью по Шору 45 ед.
Важно разместить режущие ножи в области овала фаской внутрь, в сторону удаляемой части материала, используя ножи с односторонней заточкой, так как они позволяют более точно высекать сложный контур коробки. Для всех остальных контуров целесообразнее использовать ножи с двусторонней заточкой с прямолинейной фаской из-за более высоких эксплуатационных характеристик по сравнению с более дешевыми ножами с односторонней заточкой. Толщина ножей для картона m=305 г/квм составляет 0,71 мм, высота 23,8 мм.
2. Автоматическая вклейка «окошек» будет осуществляться на машине Kohmann Starlet FEMS с максимальным форматом развертки 680Х680 мм
245 х 158мм формат обычайки
Максимальный размер «окошка» - 380х420 мм.
75 Х 165 мм формат «окошка»
Производительность- до 120 000 коробок /сут.
6.4 Упаковочные процессы
Для упаковки пельменей целесообразно применять весовой дозатор Нотис ДВДДП-3,0 для замороженных продуктов.
Дозатор весовой дискретного действия Нотис ДВДДП-3,0 может работать как самостоятельно, так и в комплекте с упаковочным оборудованием. В дозаторе используется микропроцессорное управление, позволяющее плавно менять производительность вибропитателя, что обеспечивает быстрый и точный набор дозы.
Дозатор имеет следующие функции:
· дозирование продукта в соответствии с заданной массой дозы;
· возможность задания с блока управления (в пределах, установленных на данный тип дозатора) требуемой массы дозы;
· автоматическое бракование набранной дозы, если отклонение действительного значения её массы от заданного превышает установленный пользователем предел;
· накопление и хранение информации о количестве навешанных доз и суммарной массы навешанных доз не менее чем за 10 часов работы;
· индикация на алфавитно-цифровом дисплее текущего значения веса, режима работы дозатора, наименование и значения вводимых параметров, сообщения об ошибках и неисправностях;
· аварийной остановки и блокировки работы в случае нарушения режима работы дозатора (прекращение поступления дозируемого продукта, неверно набранной дозы, и т.п.).
Таблица 8.
Основные параметры дозатора приведены в таблице.
| Наименование параметра | ДВДДП-3,0 |
| Пределы дозирования (грамм) | 5-3000 |
| Погрешность взвешивания | 0.2% |
| Объём бункера (л) | 50/90 |
| Длительность цикла не более (сек) | 8 |
Дополнительные модификации: Расширение температурного дипазона ДВДД до -20С
7 Расчет себестоимости полиграфической продукции с учетом себестоимости единицы продукции
Этот способ подразумевает использование прайс-листов на основные виды продукции. Основным назначением прайс-листа является обеспечение оперативной работы с заказчиком.
В общепринятом смысле прайс-лист содержит рекламную информацию о продукции и услугах и отпускной ее стоимости. Но не исключается возможность содержания в нем данных о затратах на производство единицы продукции определенного вида. Прайс-лист с такой информацией является внутренним документом предприятия и выполняет не рекламную функцию, а используется для оперативных расчетов себестоимости продукции на этапе подготовки изделия к производству [18].
Тираж 100 000
Обрезной формат по штампу
Красочность 4+0
Отделка УФ-лак, высечка, вклейка окошек
Количество листов необходимое для печати тиража:
100 000/2=50 000 листов.
Количество листов полимера необходимое для вклейки окошек:
0,165 х 0,75мм х 100 000=12 400/0,70 х0,50=35 500 листов формата А2.
36 000 листов полистирола, толщиной 200 мкм необходимо для вклейки окошек.
1 лист А2 стоит 0,05у.е., итого 1800 у.е.
Расчет необходимого количества листов на приладку:
печать в 4 краски + лак Þ 1 приладка на печать + приладка на лак
2500+1500=4000 листов
Итого листов: 50 000+ 4000=54 000
Расчет бумаги на производство коробок:
0,70х1,0х1,55х 0,305х 54 000 = 17 870 у. е.
CTP 65 у. е.
Печать: приладка + работа
200 у. е.+25у. е. х 50, 000=200+2500= 1250 у. е.
УФ-лак 50 000 х 0.025= 1250 у. е.
Макет 50 у. е.
Изготовление штампа:
Метраж ножей 18 м
Штамп 18м х 25у. е. 450 у. е.
Штанцевание
50 000 ударов х 0,025=1250у. е. + приладка 120у. е.=1370 у. е.
Вклеивание окошек 100 000шт. х 0,02 у. е. = 2000$
Фальцовка 100 000 х 0,005 = 500 у. е.
Упаковка 300у. е.
Итого: 26 905 у. е.
Себестоимость1 продукции – 0,27у. е.
Заключение
Дипломный проект посвящен разработке конструкции и технологии изготовления упаковки из картона для пельменей. Перед разработкой упаковки был проведен комплексный анализ, позволяющий сделать оптимальный выбор во взаимосвязанной цепочке важнейших элементов упаковки. В результате материалом для упаковки выбран картон TECTABase с дисперсионным покрытием для производства упаковки, требующей водо-, паро- прочных свойств. Дисперсионное покрытие на водной основе не содержит соединений хлора, фтора и тяжелых металлов, а также смол. Изделия из картона TECTA могут скрепляться клеем, термоклеем или механически. Оптимальной плотностью 305 г/м2. Выбор формата листа и позиционирование проведены с технологически необходимыми полями для последующей обработке в печатной и штанцевальной машине. Выбранная полимерная пленка из полистирола позволит не только визуально оценить предлагаемый продукт, но и обеспечивает необходимую прочность при низких температурах хранения.
Конструкция разработанной упаковки обеспечивает привлечение покупателя к продукту за счет формы, отличающей ее от всех остальных упаковок, представленных на прилавках магазинов. При конструировании использованы приемы снятия концентрации напряжения в материале, учитывалась толщина картона для получения геометрически правильных контуров, а также необходимые припуски с учетом последующей склейки на фальцевальном оборудовании.
Благодаря технологической гибкости Speedmaster CD 102 является идеальной машиной для выпуска коммерческой продукции, печати этикеток и запечатывания материала складных коробок. Смена тиража и материала выполняется легко и быстро, так же как бесконтактная печать по любому материалу от тонкой бумаги до плотного картона причем на предельных скоростях.
Штанцевание осуществляется на горизонтальном автоматическом прессе SP Bobst 102. С максимальным форматом по ножам 1020 х 720мм, с максимальной производительностью 8,5 тыс./ч. Выбранная оснастка и расходные материалы позволяют осуществлять штанцевание с максимально большим экономическим эффектом.
Проведенный расчет себестоимости единицы продукции позволяет сделать вывод о доле стоимости упаковки в конечном продукте.
Список литературы
1. Козырев А. Анализ мирового производства и потребления коробочного картона. /Тара и упаковка, 1999. №2. С. 20-22.
2. Гроб Б. Тенденции развития упаковочной индустрии в следующем тысячелетии/
Полиграфия 1999. №4. С.70-72.
3. Стефанов С. И. Путеводитель в мире полиграфии. М.: Унисерв, 1998. 320с.
4. Самарин Ю. Н. Сапошников Н. П. Синяк М. А. Допечатное оборудование/ Издательство МГУП, 2000
5. Амангельдыев А. Пельменная палитра. Как стимулировать спрос с помощью упаковки/ Пакет, 2004. №1. С.11-16.
6. Упаковка. Краткий курс упаковочных технологий/ Ассоциация «СОЮЗУПАК», Москва 2003
7. Полиграфия № 2 , 2003
8. Аксенова Т. И., Ананьев В. В., Дворецкая Н. М./Технология упаковочного производства /М.: Колос, 2002.-184с.
9. Ефремов Н. Ф. Тара и ее производство /Учебное пособие. М.: МГУП 2001.
10. Продукт-каталог Гейдельберг СНГ. Системные решения / Октябрь 2000.
11. Буклет «Бумага и картон»/ Центральная бумажная компания, 2003
12. Иконников В. Н. PakkoGraff / 2002 №2
13. Гротов А. Проектирование упаковки в среде САПР MarbaCad / Полиграфия №3 2001.
14. Каверин В.А., Феклин К. П. Выбор, изготовление, испытания тары и упаковки/ М.: 2002
15. Киппхан Г. Энциклопедия по печатным средствам информации. Технологии и способы производства. М.: МГУП 2003.
16. Варепо Л. Г. Производство бумаги из бумаги, картона и гофрокартона: Учеб. Пособие. Омск: Изд-во ОмГТУ, 2002. 200с.
17. Bobst Doctech / Autoplaten SP / 1998
18. Миронова Г. В., Осипова Г. И. Организация полиграфического производства: Конспект лекций. М.: Изд-во МГУП «Мир книги», 1998. 94с.
Похожие работы

... финансового состояния, невозможности своевременно исполнять обязательства по платежам в бюджет, внебюджетные фонды, перед поставщиками сырья и материалов. Глава 3. Совершенствование организации основного производства на ООО «ЛИМАН» 3.1 Анализ использования производственно-технического потенциала Проанализируем производственный потенциал приведенных в таблице 8. Таблица 8 Показатели, ...
... на упаковку или этикетку, предназначенные для идентификации товаров или отдельных его свойств, доведения до потребителя информации об изготовителях (исполнителях) и основополагающих характеристиках товара. Основные методы экспертизы Проводят экспертизу по органолептическим и физико-химическим показателям. Контролируют также показатели безопасности Нормативно-техническая документация СТБ 1100 ...
... не должно превышать допустимого уровня, установленного медико–биологическими требованиями и санитарными нормами качества продовольственного сырья и пищевых продуктов Министерства здравоохранения России. При проведении экспертизы подлинности крупы могут возникать следующие цели исследования: ♦ идентификация вида крупы; ♦ идентификация сорта и номера (марки) крупы; ♦ способы ...
... 7. Исследования и разработки. 8. Человеческие ресурсы. 9. Управленческие системы и практическая деятельность. 10. Общая эффективность организации. 3. ПОВЫШЕНИЕ КОНКУРЕНТОСПОСОБНОСТИ ПРОДУКЦИИ БЛАГОВЕЩЕНСКОГО КОНСЕРВНОГО ЗАВОДА ПУТЕМ ОРГАНИЗАЦИИ СОБСТВЕННОГО ЖЕСТЯНОБАНОЧНОГО ПРОИЗВОДСТВА 3.1 Анализ рынка 3.1.1 Характеристика отрасли Решая первостепенную экономическую и актуальную ...
0 комментариев