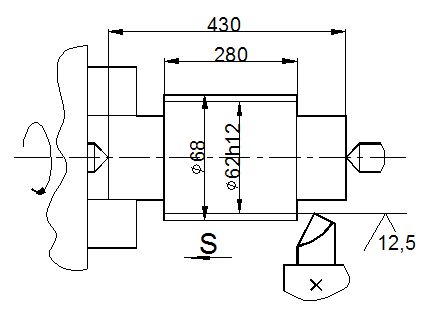
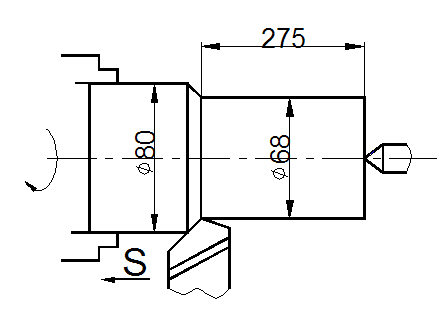
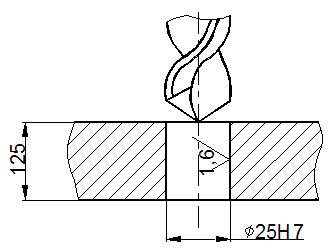
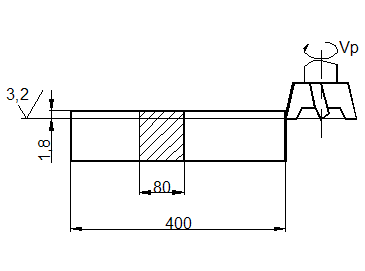
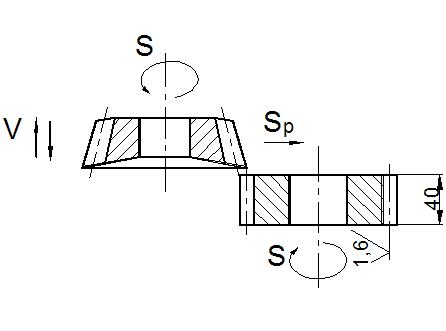
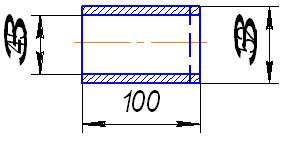
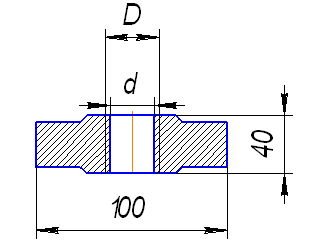
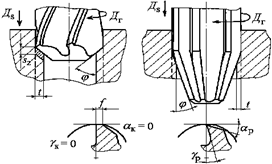
Схема операции
Зависимость стойкости от скорости резания
Себестоимость затрат по режущему инструменту
Ограничивающие факторы при назначении режима резания
Расчет оптимальной скорости резания
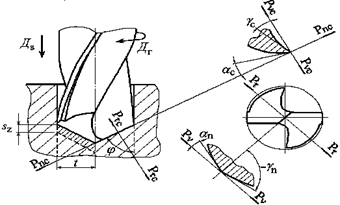
Подача (s) – величина перемещения режущей кромки относительно обработанной поверхности в единицу времени в направлении движения подачи
Навигация
Зависимость стойкости от скорости резания
Расчет режимов резания при растачивании
30391
знак
7
таблиц
5
изображений
2.1. Зависимость стойкости от скорости резания.
Ф.Тейлор в 1905г. установил зависимость:
![]()
![]()
где Ст - константа, зависящая от физико-механических свойств
обрабатываемого и инструментального материалов и условий обработки.
V - Скорость резания. - показатель степени, определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными значениями
µ![]() - - показатель степени, определяющий величину влияния скорости на стойкость.
- - показатель степени, определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными данными (рис. 2).
Сложный (неоднозначный) характер зависимости стойкости от скорости приближенно отражает формула Темчина Г.И.:
 (2)
(2)
где: т![]() - предельное значение стойкости при изменении скорости резания в широком диапазоне, исключая микроскорости. Значения т
- предельное значение стойкости при изменении скорости резания в широком диапазоне, исключая микроскорости. Значения т![]() приведены в таблице №1.
приведены в таблице №1.
2.2. Зависимость стойкости от подачи, глубины резания.
Влияние элементов режима резания на стойкость выражается формулой:
 (3)
(3)
где: S - подача.
T - глубина резания.
У![]() - показатель степени, определяющий величину влияния подачи на Т.
- показатель степени, определяющий величину влияния подачи на Т.
Х![]() - показатель степени, определяющий величину влияния глубины на Т.
- показатель степени, определяющий величину влияния глубины на Т.
К![]() - поправочный коэффициент, численно равный произведению ряда
- поправочный коэффициент, численно равный произведению ряда
коэффициентов, учитывающих конкретные условия процесса резания в отличии от тех, которые учтены коэффициентом Ст.
KТ = КжКиКмКпКсК![]() К
К![]() К
К![]() … …К
… …К![]()
Где Кж......Ка - коэффициенты, учитывающие соответственно влияние жесткости системы, инструментального материала, состояние поверхностного слоя, обрабатываемого материала, СОТС, главного переднего угла, угла в плане, угла наклона главной режущей кромки, главного заднего угла. Необходимо учитывать, что ![]() Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно объяснить влиянием режима резания на температуру .
Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно объяснить влиянием режима резания на температуру .
2.3. Влияние стойкости на производительность и себестоимость.
Экспериментально установлено, что производительность станка - Qс, себестоимость операции - Со, себестоимость расходов по режущему инструменту -Sи существенно и неоднозначно зависят от стойкости. Эта зависимость выражается графиками
ТQ=тах, стойкость, при которой производительность станка - максимальная.
Тс=min, стойкость инструмента, при которой себестоимость операции - минимальная.
TS=min, стойкость инструмента, при которой себестоимость расходов по режущему инструменту - минимальная.
ТQ=тах, Тс=min, TS=min - оптимальные величины.
Таким образом, задача оптимизации сводится к тому, чтобы для заданных и выбранных условий назначить режим резания, при котором действительная стойкость инструмента была бы равна либо ТQ=тах (критерий оптимизации -производительность), либо Тс=min (критерий оптимизации - себестоимость операции), либо , TS=min (критерий оптимизации - себестоимость расходов по режущему инструменту).
3. Критерии оптимизации.
3.1. производительность металлорежущего станка.
Производительность металлорежущего станка Q рассчитывается по формуле
QC = ![]() (5)
(5)
где: Fд - действительный фонд времени работы станка.
tц - цикловое (повторяющееся) время при выполнении операции.
tц = tм + tин + tв (6)
где: tм - машинное время операции (время, когда инструмент для
выполнения данной операции перемещается с рабочей подачей).
tин - время простоя станка из-за замены затупившегося инструмента, отнесенное к одной операции.
tв - вспомогательное время операции.
![]() (7)
(7)
где: ![]() - общее время простоя станка, связанное с заменой затупившегося инструмента.
- общее время простоя станка, связанное с заменой затупившегося инструмента.
Z![]() - количество операций, выполняемых за период стойкости - Т.
- количество операций, выполняемых за период стойкости - Т.
![]() (8)
(8)
где: tр- время резания.
![]() (9)
(9)
где: ![]() - коэффициент времени резания.
- коэффициент времени резания.
![]() (10)
(10)
Подставляя в формулу (5) значения tц (6) с учетом tин (7), Z![]() (8), tр (9), получим:
(8), tр (9), получим:
 (11)
(11)
Формула (11) применима для одноинструментальной обработки. Если операция выполняется на многоинструментальном станке с участием К инструментов, то
 (12)
(12)
3.2.Себестоимость операции.
При известной величине себестоимости станкоминуты работы станка - Е себестоимость операции - Со определяется по формулам: для одноинструментальной обработки:
 (13)
(13)
для многоинструментальной обработки:
 (14)
(14)
где: Sи - себестоимость расходов по режущему инструменту на одну операцию.
Sм - затраты на материал заготовки.
Похожие работы
... 275..276]. 2.3.5. Определение рабочей поперечной подачи на ход стола: 2.3.6. Определение основного времени на шлифование 2.3.7. Определение мощности затрачиваемой на шлифование. 3. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМтШЛИФОВАНИИ С ПОПЕРЕЧНОЙ ПОДАЧЕЙ (ВРЕЗАНИЕМ). 3.1. Исходные данные: 3.2.Выбор характеристики ШК. Таблица 6.11. [2, с.267]. 3.3.Назначение режимов ...
... по таблицам нормативов [4] или по эмпирической формуле где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv- обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным , где Kmv - коэффициент, учитывающий ...
... почти все виды деталей, имеющих форму тел вращения. Основные положения теории резания металлов при эксплуатации станков и инструментов сводятся к назначению режимов резания с наиболее полным использованием режущих свойств инструмента, кинематических и динамических данных станка при непременном условии получения качественной обработанной поверхности. Назначить основные элементы режима резания – ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
0 комментариев