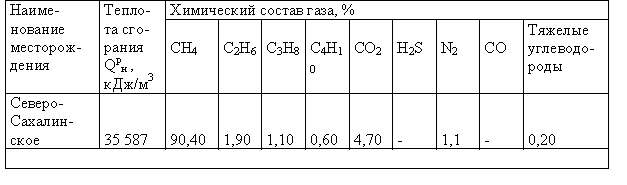
Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Скорость непрерывной разливки
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
2. Скорость непрерывной разливки
При определении скорости разливки металла на машинах полунепрерывного (МПНЛЗ) и непрерывного (МНЛЗ) литья заготовок исходят из того, что в кристаллизаторе должна получаться корочка такой толщины, чтобы по выходе из кристаллизатора она бы не порвалась под действием жидкого металла [3].
Скорость разливки зависит от целого ряда факторов: сечение, марка, тип УНРС и влияет на производительность, качество, массу оборудования – стоимость МНЛЗ.
Предварительная оценка скорости может быть произведена также по формуле:
![]() (2.1)
(2.1)
k – коэффициент, зависящий от марки стали и назначения готовой продукции; при отливке квадратных заготовок k=0,11-0,14.
При отливке блюмов из стали обыкновенного качества следует выбирать максимальное значение коэффициента.
После подстановки соответствующих значений в уравнение (2.5) получим скорость разливки:
wmin=0,11*(1+0,8/0,8)/0,8=2,75
wmax=0,14*(1+0,8/0,8)/0,8=3,5
wcp=0,125*(1+0,8/0,8)/0,8=3,13
ГИПРОМЕЗОМ рекомендуются следующие скорости разливки:
для заданного сечения заготовки
а´в, мм2 80´80
w, м/мин 2,75-3,5
Однако эти скорости могут быть рекомендованы для случая, когда разливка плавок на МНЛЗ производится одиночными плавками. В случае серийной разливки методом плавка на плавку время разливки на МНЛЗ необходимо согласовывать с продолжительностью плавки в сталеплавильном агрегате и ритмом подачи ковшей с металлом в отделение непрерывной разливки.
Для дальнейших расчетов выбираем скорость разливки 3,13 м/мин.
3. Расчет охлаждения заготовки
3.1 Определение толщины закристаллизовавшегося слоя и температуры на выходе из кристаллизатораАнализ процесса затвердевания заготовки в кристаллизаторе провел Хилс [5]. Расчет теплового поля заготовки ведет к полиному, константы которого рассчитывают с учетом поверхностных условий. Уравнения и результаты даны в безразмерных параметрах, что позволяет легко применять их для произвольных исходных данных и размеров заготовки.
Расчетом установлены толщина застывшей корки в зависимости от расстояния от уровня металла, температура на поверхности заготовки и тепло, отведенное кристаллизатором.
Для определения толщины корки в кристаллизаторе ![]() , температуры поверхности заготовки и количества отведенного тепла
, температуры поверхности заготовки и количества отведенного тепла ![]() В.Д. Хилс [5] установил ряд упрощенных соотношений, которые в системе СИ имеют вид:
В.Д. Хилс [5] установил ряд упрощенных соотношений, которые в системе СИ имеют вид:
![]() (3.1)
(3.1)
![]() (3.2)
(3.2)
![]() (3.3)
(3.3)
Безразмерное расстояние от уровня стали в кристаллизаторе
![]() , (3.4)
, (3.4)
где х - реальное расстояние, м;
![]() - время нахождения заготовки на глубине х в кристаллизаторе, с; v - скорость заливки, м*с-1;
- время нахождения заготовки на глубине х в кристаллизаторе, с; v - скорость заливки, м*с-1; ![]() - коэффициент теплоотдачи от поверхности заготовки к охлаждающей воде, Вт*м-2 *K-1:
- коэффициент теплоотдачи от поверхности заготовки к охлаждающей воде, Вт*м-2 *K-1:
![]() (3.5)
(3.5)
где d - толщина зазора между заготовкой и стенкой кристаллизатора; ![]() - коэффициент теплопроводности жидкого вещества в зазоре;
- коэффициент теплопроводности жидкого вещества в зазоре; ![]() - толщина медной стенки кристаллизатора;
- толщина медной стенки кристаллизатора; ![]() - коэффициент теплопроводности меди;
- коэффициент теплопроводности меди; ![]() - коэффициент теплоотдачи от внешней стороны медной стенки кристаллизатора к охлаждающей воде (определяют по критериальным соотношениям).
- коэффициент теплоотдачи от внешней стороны медной стенки кристаллизатора к охлаждающей воде (определяют по критериальным соотношениям).
Хилс использовал уравнение Nu = 0,023 (Re)0,8 (Pr)0,33 и параметры: Y- эффективная длина кристаллизатора, м (соответствует уровню стали в кристаллизаторе); ![]() - безразмерная длина кристаллизатора;
- безразмерная длина кристаллизатора; ![]() - безразмерная толщина застывшей стали;
- безразмерная толщина застывшей стали; ![]() - реальная толщина застывшей корки, м;
- реальная толщина застывшей корки, м; ![]() - безразмерная температура поверхности заготовки;
- безразмерная температура поверхности заготовки; ![]() - реальная температура поверхности заготовки, °С;
- реальная температура поверхности заготовки, °С; ![]() -температура солидуса; Н' = L1/(ctS) - безразмерное общее тепло затвердевания; L1- реальная скрытая теплота затвердевания (включая теплоту перегрева)
-температура солидуса; Н' = L1/(ctS) - безразмерное общее тепло затвердевания; L1- реальная скрытая теплота затвердевания (включая теплоту перегрева) ![]() (здесь t1 - температура разливаемой стали);
(здесь t1 - температура разливаемой стали); ![]() - безразмерное тепло, отведенное от части заготовки длиной х, приходящееся на единицу окружности кристаллизатора;
- безразмерное тепло, отведенное от части заготовки длиной х, приходящееся на единицу окружности кристаллизатора; ![]() - реальное тепло, отведенное из части заготовки длиной х, приходящееся на единицу окружности кристаллизатора за единицу времени.
- реальное тепло, отведенное из части заготовки длиной х, приходящееся на единицу окружности кристаллизатора за единицу времени.
Для расчета температуры застывшей корки в кристаллизаторе К. Фекете [6] разработал примерные упрощенные методы.
Он исходит из рассуждений, что кристаллизатор в МНЛЗ является теплообменником, работающим противоточно, так что можно считать, что разливаемая сталь охлаждается проточной водой. Им получено соотношение:
![]() , (3.6)
, (3.6)
где ![]() -разность температур между жидкой сталью и охлаждающей кристалли-затор водой;
-разность температур между жидкой сталью и охлаждающей кристалли-затор водой; ![]() -разность температур обоих веществ при входе в кристаллиза-тор;
-разность температур обоих веществ при входе в кристаллиза-тор; ![]() -коэффициент теплоотдачи, Вт* м-2 *К-1;
-коэффициент теплоотдачи, Вт* м-2 *К-1; ![]() -охлаждающая внутренняя поверхность кристаллизатора, м2;
-охлаждающая внутренняя поверхность кристаллизатора, м2; ![]() - энтальпия стали;
- энтальпия стали; ![]() - энтальпия воды, равная
- энтальпия воды, равная ![]() ;
; ![]() -внутреннее сечение кристаллизатора, м; v-скорость вытягивания, м*с -1;
-внутреннее сечение кристаллизатора, м; v-скорость вытягивания, м*с -1; ![]() - плотность застывшей стали, кг*м -3; с - теплоемкость ста-ли, Дж * кг –1* К-1.
- плотность застывшей стали, кг*м -3; с - теплоемкость ста-ли, Дж * кг –1* К-1.
На основании известных результатов изучения отвода тепла, проведен-ного X. Крайнером и Б. Тарманном [7], а также И. Саважем и В.Х. Притчардом [2], К. Фекете составил уравнение для отвода тепла кристаллизатором:
![]()
![]() . (3.7)
. (3.7)
Для определения средней плотности теплового потока ![]() от кристаллиза-тора на данном расстоянии х от уровня стали в кристаллизаторе необходимо проинтегрировать предыдущее соотношение:
от кристаллиза-тора на данном расстоянии х от уровня стали в кристаллизаторе необходимо проинтегрировать предыдущее соотношение:
 ; (3.8)
; (3.8)
![]()
![]() , (3.9)
, (3.9)
где ![]() - время, с.
- время, с.
При описании передачи тепла от твердого тела к обтекающей его жидко-сти или газу имеется в виду теплообмен. Количество тепла Q, Дж, переходящее с поверхности тела в окружающую среду, определяют по формуле Ньютона:
![]()
![]() (3.10)
(3.10)
где ![]() - коэффициент теплоотдачи, Вт м-2 К-1; tп – температура поверхности тела, 0С; tср – температура окружающей среды, 0С; S – охлаждаемая площадь, м2;
- коэффициент теплоотдачи, Вт м-2 К-1; tп – температура поверхности тела, 0С; tср – температура окружающей среды, 0С; S – охлаждаемая площадь, м2; ![]() - время, с.
- время, с.
Согласно уравнению Ньютона получим:
![]() (3.11)
(3.11)
где ![]() , К - среднелогарифмическая разность температур в кристаллиза-торе между сталью и охлаждающей водой:
, К - среднелогарифмическая разность температур в кристаллиза-торе между сталью и охлаждающей водой:
![]()
![]() (3.12)
(3.12)
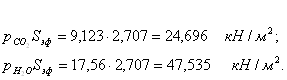
Здесь ![]()
![]() (индекс 1 относится к стали, 2 - к воде; р - для температуры входа; к - выхода).
(индекс 1 относится к стали, 2 - к воде; р - для температуры входа; к - выхода).
Из теории расчета теплового обмена известно, что среднелогарифмическую разность можно заменить среднеарифметической, если
![]()
По-видимому, эти условия при разливке стали на МНЛЗ будут всегда выполняться:
![]() (3.13)
(3.13)
![]() (3.14)
(3.14)
При этом упрощении коэффициент теплоотдачи из уравнения (3.11) будет выражен следующим образом:
![]()
![]() (3.15)
(3.15)
Теперь подставим соотношение под уравнением (3.11) и (3.15) в уравнение (3.6) и одновременно заменим по предполагаемым температурным разностям ![]() и
и ![]() выражения:
выражения:
![]() , (3.16)
, (3.16)
![]() (3.17)
(3.17)
В результате получим из уравнения (3.6):
![]() (3.18)
(3.18)
В уравнение (3.17) следует еще подставить выражение, которое определяет количество общего тепла затвердевания в зависимости от времени. Если толщина корки
![]() (3.19)
(3.19)
Общий объем застывшей корки на расстоянии х от уровня стали, то:
![]()
![]() (3.20)
(3.20)
Количество освободившегося общего тепла ![]() ,
, ![]() , которое должны отвести за время
, которое должны отвести за время ![]() через единицу поверхности
через единицу поверхности ![]() , выражают как плотность теплового потока:
, выражают как плотность теплового потока:
![]() (3.21)
(3.21)
Получим окончательный вид уравнения для расчета средней температуры застывшего слоя металла в кристаллизаторе, который будет иметь вид:
![]() , (3.22)
, (3.22)
Где ![]()
Градиент температуры в застывшей корке стали определим графически с помощью двух точек в координатах:
![]() , (3.23)
, (3.23)
соответствующих границе зоны кристаллизации с температурой ![]() , и
, и
![]() (3.24)
(3.24)
Рассчитаем температуру поверхности заготовки в кристаллизаторе размером а = 0,175 м; b = 0,175 м через 6,5 с после начала разливки и далее через каждые 5 с до выхода заготовки из кристаллизатора.
Для расчета принимаем:
S=0,63 ![]() ;
; ![]() =7055
=7055 ![]() ; с= 545
; с= 545 ![]() ;
;![]()
![]()
![]()
![]()
![]()
![]() ;
;
высота кристаллизатора h = 0,9 м.
Время движения заготовки в кристаллизаторе
![]() =41,5 с.
=41,5 с.
За первые 6,5 с заготовка пройдет путь 0,021667*6,5 = 0,141 м, а соответствующая площадь кристаллизатора ![]() = 0,63*(6,5/41,5)=0,099
= 0,63*(6,5/41,5)=0,099 ![]() . По уравнению (3.21) определим:
. По уравнению (3.21) определим:

По уравнению (3.9) рассчитаем ![]() :
:
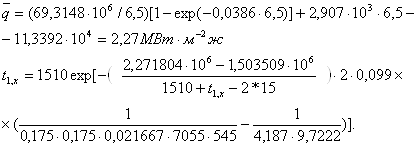
Температуру ![]() определим последовательным приближением (итерацией). В калькулятор вводим оцениваемую величину и после вычисления с помощью уравнений (3.22) добавляем в
определим последовательным приближением (итерацией). В калькулятор вводим оцениваемую величину и после вычисления с помощью уравнений (3.22) добавляем в ![]() уточненное значение, чем достигаем желаемой точнoсти результатов. 1. Оценочная
уточненное значение, чем достигаем желаемой точнoсти результатов. 1. Оценочная ![]() =1460,
=1460, ![]() (расчетная)=1481,7. 2. Оценочная
(расчетная)=1481,7. 2. Оценочная ![]() =1481,7,
=1481,7, ![]() (расчетная)=1481,9.Таким образом,
(расчетная)=1481,9.Таким образом, ![]() =1482°С.
=1482°С.
Аналогично при определении примерной температуры затвердевшего слоя заготовки на выходе из кристаллизатора (т.е через 41,5 с) получим:

После подстановки в уравнение (3.22) определим температуру с помощью итерации. 1. Оценочная ![]() =1400,
=1400, ![]() (расчетная)=1332,7; 2. Оценочная
(расчетная)=1332,7; 2. Оценочная ![]() =1332,7
=1332,7 ![]() (расчетная)=1328,7; 3. Оценочная
(расчетная)=1328,7; 3. Оценочная ![]() =1328,7
=1328,7 ![]() (расчетная)=1328,5.
(расчетная)=1328,5.
![]() =1329°С.
=1329°С.
Граничные и промежуточные данные расчетов представлены в таблице 3.
Таким образом, средняя температура затвердевшего слоя стали в кристаллизаторе через 6,5 с после начала разливки составляет 1482°С, через 41,5 с (на выходе из кристаллизатора) она равна 1329°С.
Таблица 3. Результаты расчета температуры закристаллизовавшегося слоя и толщины корки по ходу движения слитка в кристаллизаторе
| Параметры | Время движения слитка в кристаллизаторе, с | |||||||
| 6,5 | 11,5 | 16,5 | 21,5 | 26,5 | 31,5 | 36,5 | 41,5 | |
| Пройденный путь, м | 0,141 | 0,25 | 0,358 | 0,466 | 0,574 | 0,683 | 0,791 | 0,9 |
| Площадь крист-ра, м2 | 0,099 | 0,174 | 0,25 | 0,326 | 0,402 | 0,478 | 0,554 | 0,63 |
| Колич. освободивш. тепла, МВт/м2 | 1,503 | 1,117 | 0,924 | 0,803 | 0,718 | 0,654 | 0,604 | 0,563 |
| Ср. плотн. теплового потока, МВт/м2 | 2,272 | 2,081 | 1,913 | 1,767 | 1,639 | 1,526 | 1,428 | 1,341 |
| Средняя температура застывшего слоя, оС | 1482 | 1448 | 1418 | 1393 | 1373 | 1355 | 1341 | 1329 |
| Толщ. закристаллиз. корочки, мм | 7,9 | 10,51 | 12,59 | 14,37 | 15,96 | 17,4 | 18,73 | 19,97 |
| Координата у1, мм | 79,6 | 76,99 | 74,9 | 73,13 | 71,54 | 70,1 | 68,77 | 67,53 |
| Координата у2, мм | 83,5 | 82,24 | 81,2 | 80,31 | 79,52 | 78,8 | 78,14 | 77,51 |
Температуру на поверхности слитка определим графически с помощью выражений (3.23) и (3.24) (Приложение 1, рис. 1) . Толщина корки ![]() по формуле (3.19) через 6,5с будет
по формуле (3.19) через 6,5с будет ![]() мм, а через 41,5 с
мм, а через 41,5 с ![]() мм.
мм.
Температура поверхности через 6,5 с составляет 1445°С, температура ![]() через 41,5с на выходе из кристаллизатора равна 1190°С.
через 41,5с на выходе из кристаллизатора равна 1190°С.
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев