Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
3.2 Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Для выбора режима охлаждения в зависимости от разливаемой стали (температуры поверхности слитка в конце ЗВО) и скорости вытягивания слитка задается кривая температуры поверхности по длине слитка. Эта кривая выбирается из условия минимизации термических напряжений в непрерывнолитом слитке, что достигается равенством скоростей охлаждения слоев металла, рас-положенных у фронта кристаллизации и на поверхности:
![]() .
.
Решение этого равенства позволило получить следующее уравнение:
 , (3.25)
, (3.25)
где qо = to/tr –относительная температура поверхности и заготовки на выходе из кристаллизатора; to –температура поверхности слитка на выходе из кристаллизатора, оС; tr – температура кристаллизации стали, оС; qк = tк/tr– относительная температура поверхности заготовки в конце затвердевания; (tк – температура поверхности слитка в конце затвердевания, оС); а – толщина слитка; dо–толщина оболочки слитка при выходе из кристаллизатора.
Как следует из уравнения, если заданы толщина оболочки, температура поверхности слитка на выходе из кристаллизатора и температура поверхности слитка в конце зоны затвердевания, то для каждого размера заготовки и скорости вытягивания существует определенная закономерность изменения температуры поверхности слитка по его длине, при которой коэффициент j имеет максимальное постоянное значение на всем участке охлаждения.
Так как коэффициент j постоянен, то для любого участка зоны вторичного охлаждения можно записать:
 , (3.26)
, (3.26)
где qn и d – относительная температура и толщина оболочки слитка в момент времени t;

Если известно распределение температуры по длине слитка, то приведенное уравнение позволяет определить толщину оболочки слитка в любой момент времени t.
Время достижения соответствующей температуры поверхности определяется из выражения:
![]() ,(3.27)
,(3.27)
где r – плотность жидкой стали; qк – скрытая теплота плавления стали;
l – коэффициент теплопроводности стали.
Уравнения (3.26), (3.27) позволяют построить зависимости температуры поверхности слитка tn и толщины затвердевающей оболочки d от времени t или глубины жидкой лунки L для заданных скоростей разливки и температуры поверхности слитка в конце затвердевания tк..
На основании приведенных выше уравнений определим температуру поверхности по длине слитка при разливке на МНЛЗ заданной марки стали.
Принимаем температуру поверхности слитка в конце затвердевания металла tк=9000С; теплоемкость затвердевшей стали С=0,545 кДж/(кг*К); теплопроводность стали l=29 Вт/(м*К); скрытую теплоту затвердевания qк=270 кДж/кг; коэффициент кристаллизации k=30 мм/мин0,5; эффективную высоту кристаллизатора Н=0,9 м.
По значению толщины оболочки d и температуры поверхности tп слитка на выходе из кристаллизатора и температуре поверхности слитка в конце зоны затвердевания определяем из условий (t – время от начала выхода из кристаллизатора; L – расстояние от среза кристаллизатора) найдем

Толщина оболочки слитка на выходе из кристаллизатора была определена выше и составляет 19,97 мм.
Температура поверхности слитка на выходе из кристаллизатора равна 1190 оС.
Относительная температура поверхности слитка на выходе из кристаллизатора:
![]()
в конце затвердевания слитка
![]()
Тогда
![]()
Используя уравнения (3.25), (3.26) и задаваясь температурой поверхности слитка, определим зависимости ![]()
Время, необходимое для достижения температуры поверхности 11500С при j=0,51 составит

Относительная температура поверхности:
![]()
Определим
![]()
После подстановки получим t=29,3 с или 0,49 мин.
Толщина оболочки слитка при tn=11500C
![]() мм.
мм.
Расстояние точки с tn=11500C от нижнего среза кристаллизатора:
L=wt=1,3*0,49=0,63 м.
Распределение температуры поверхности и толщины корки слитка по длине непрерывнолитого слитка при j=0,51 приведено в таблице 4.
Данные, приведенные на рис.2 (Приложение 1), иллюстрируют распределение температуры поверхности по длине слитка и изменение толщины закристаллизовавшейся оболочки.
Наличие распределения температур по длине слитка и толщине оболочки позволяет определить тепловые потоки на поверхности слитка, необходимые для отвода физической теплоты оболочки и теплоты кристаллизации qкр:
 , (3.28)
, (3.28)
 , (3.29)
, (3.29)
где tср1, tср2 – средняя температура оболочки в начале и конце участка охлаждения; d1, d2 – толщина оболочки в начале и в конце участка охлаждения; L1, L2 – расстояние от торца кристаллизатора на входе и выходе с участка охлаждения; w – скорость вытягивания слитка; С – теплоемкость затвердевшего металла.
Таблица 4. Изменение температуры поверхности заготовки и толщины корки по длине непрерывного слитка.
| tп, 0С….. | 1190 | 1150 | 1100 | 1050 | 1000 | 950 | 900 |
| Qo | 0,79 | 0,79 | 0,79 | 0,79 | 0,79 | 0,79 | 0,79 |
| Qk | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 |
|
| 0,51 | 0,51 | 0,51 | 0,51 | 0,51 | 0,51 | 0,51 |
| Qn | 0,79 | 0,76 | 0,73 | 0,7 | 0,66 | 0,63 | 0,6 |
| To | 8,44 | 8,44 | 8,44 | 8,44 | 8,44 | 8,44 | 8,44 |
| Tn | 8,44 | 7,39 | 6,37 | 5,57 | 4,92 | 4,39 | 3,95 |
| t, мин… | 0 | 0,49 | 1,34 | 2,55 | 4,21 | 6,46 | 9,46 |
| d, мм…. | 19,97 | 25,86 | 34,56 | 44,9 | 57,05 | 71,17 | 87,5 |
| L, м…… | 0 | 0,63 | 1,75 | 3,31 | 5,47 | 8,39 | 12,3 |
Зная тепловой поток и температуру поверхности, можно определить
![]()
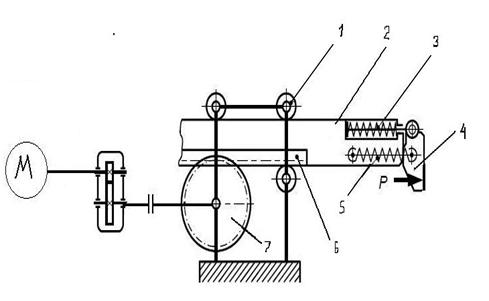
Для выполнения требований по плавному изменению интенсивности охлаждения слитка по его длине для стали различных марок и возможности регулирования длины участка водяного охлаждения в зависимости от скорости литья и глубины жидкой лунки вся зона вторичного водяного охлаждения разбивается на отдельные секции. Каждая секция обеспечивается самостоятельным подводом воды и установкой соответствующих форсунок.
При расчете основных параметров систем вторичного охлаждения радиальных и криволинейных машин необходимо скорректировать плотность орошения слитка по малому радиусу за счет стекания воды, уменьшив его на 20…30 % по сравнению с большим радиусом.
Как показывает практика эксплуатации слябовых машин, протяженность зоны форсуночного охлаждения по узким граням может быть сокращена на 20…30 %.
Определим расход воды на четырехроликовую секцию длиной l=1 м, расположенную на расстоянии L=2,0 м от мениска металла.
Как следует из уравнений (3.28), (3.29) необходимо определить среднюю температуру и толщину оболочки в начале и конце участка охлаждения. По приведенным числовым данным и данным рис.2 определим, что tп на входе в секцию составляет 1130 0С, а на выходе из секции tп =10900С, соответственно толщина образовавшейся корки слитка на входе и выходе из секции соответственно составили d1 =30 и d2 =38 мм.
Принимаем с целью упрощения расчета линейное изменение температу-ры по толщине корочки. Тогда
![]()
![]()
Суммарный тепловой поток q на поверхности слитка, обусловленный отводом физической теплоты и теплоты кристаллизации, составит:

а средний коэффициент теплоотдачи соответственно:
![]()
Плотность орошения на данном участке составит:
![]()
Учитывая, что секция расположена практически вертикально, расход воды на грань по большому радиусу и грань по малому радиусу будет одинаков, а общий расход воды на секцию составит:
![]()
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев