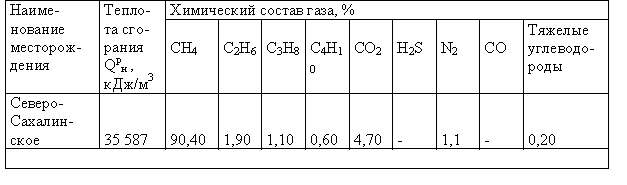
Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Производительность МНЛЗ
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
5. Производительность МНЛЗ
5.1 Пропускная способность МНЛЗ
Пропускная способность МНЛЗ для заданного профиля отливаемого слитка или заготовки рассчитывается по формуле, т/год.
![]() , (5.1)
, (5.1)
Пропускная способность установленной МНЛЗ равна, т/год:
![]() (5.2)
(5.2)
где Рi – пропускная способность при отливке заготовки определенного сечения, т/год; ki – доля заготовки данного типоразмера, отливаемого на МНЛЗ, доли единицы; n – количество плавок в серии при разливке методом плавка на плавку (для сортовых n=4-10); М – масса металла, равная вместимости сталеразливочного ковша т; Ф – фонд времени работы установки непрерывной разливки стали, сут; t1– время разливки стали из сталеразливочного ковша, мин; t2 – пауза, время подготовки машины к приему плавки без изменения размеров слитка, мин; j1 – коэффициент, учитывающий степень загрузки оборудования (для сортовых j1 =0,85).
Фонд рабочего времени работы МНЛЗ составляет обычно 290-315 суток в году и определяется по формуле; сут;
![]() (5.3)
(5.3)
где Тк – продолжительность капитального ремонта установки непрерывной разливки стали – 10 суток; Тп.п. – продолжительность планово-предупредительных ремонтов, как правило, еженедельно, установка останавливается на 8 ч и производственно предупредительный ремонт с заменой отдельных узлов МНЛЗ, регулировкой системы охлаждения и всей технологической линии.
Учитывая, что в году 52 недели общая продолжительность простоев ма-шины, связанная с планово-предупредительными ремонтами составит
Тп.п.=8*52/24=17,3 сут.
Тт – продолжительность текущих ремонтов – зависит от количества типоразмеров заготовки, отливаемой на МНЛЗ, т.к. требуется при этом замена кристаллизаторов и верхней секции охлаждения, устранить прорывы металла и других аварийных ситуаций. В зависимости от типоразмера заготовки и марки стали 23-30 суток в год.
5.2 Состав и подготовка МНЛЗ к разливкеВремя паузы между отдельными плавками или сериями плавок необходимо для подготовки МНЛЗ без изменения размера заготовки. Подготовка машины складывается из следующих операций: опорожнение промежуточного ковша, перестановка в резервную позицию и передача ковша на обработку и ремонт; вывод слитка из каждого ручья; очистка стенок кристаллизатора и его осмотр; осмотр основных узлов и очистка их от грязи и окалины; проверка, чист-ка и замена форсунок ЗВО; ввод затравки в каждый ручей МНЛЗ и уплотнение головок затравок относительно стенок кристаллизаторов; установка промежуточного ковша, проверка стопоров и разливочных стаканов; установка сталеразливочного ковша в рабочее положение, установка защитных труб и стаканов для разливки металла под уровень; открытие стакана сталеразливочного ковша и наполнение металлом промежуточного ковша. Ряд операций по подготовке установок к плавке производится одновременно, по этому продолжительность паузы между сериями составляет 60 мин.
Продолжительность разливки одного ковша определяется сечением заготовки, маркой стали, типом машины и может быть определена по формуле:![]()
![]() (5.4)
(5.4)
М – масса металла в ковше кг; N – количество ручьев; w – скорость разли-вки (вытягивания) заготовки, м/мин; q=а*в*r – масса 1 м (погонного) заготовки кг; а, в – толщина и ширина заготовки, r – плотность стали, кг/м3; j2=0,9– коэффициент, учитывающий потери времени при разливке.
Продолжительность разливки t1 не должно превышать максимально допустимого времени разливки из сталеразливочного ковша. Максимально допустимая продолжительность разливки, обусловленная тепловыми потерями для ковшей различной вместимости, составляет:
Вместимость ковша, м 50 100 160 200 300 400
Время разливки, мин. 60 75 85 90 110 120
Это обусловлено тепловыми потерями ковшей.
Количество ручьев МНЛЗ и количество машин в отделении определяются в зависимости от сортамента разливаемой стали и сечения слитка, вместимости сталеплавильного агрегата и ритма подачи сталеразливочных ковшей в отделение. При выборе МНЛЗ для определения количества ручьев следует пользоваться выражением:
![]() , (5.5)
, (5.5)
t3 – допустимое время разливки, мин.
Следует учитывать, что увеличение числа ручьев усложняет конструкцию и обслуживание МНЛЗ, увеличивает необходиму площадь под МНЛЗ и капитальные затраты. Уменьшение количества ручьев МНЛЗ ведет к увеличению количества установленных в цехе МНЛЗ и соответственно к росту капитальных затрат.
При отливке на МНЛЗ расширенного сортамента сталей состав МНЛЗ (требуемое количество ручьев) следует рассчитывать по наиболее трудоемкому (минимальному) сечению.
В настоящее время находятся в эксплуатации сортовые машины с количеством ручьев до восьми, блюмовые до четырех, слябовые до двух. Проектируются слябовые машины для отливки слитков шириной 900…1400 мм с четырьмя ручьями.
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев