Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Выбор формы технологической оси
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
4. Выбор формы технологической оси
4.1 Базовый радиус МНЛЗ
При использовании радиальных и криволинейных МНЛЗ при переводе слитка в горизонтальное положение его приходится деформировать – разгибать. При разгибе или правке возникающие в слитке напряжения могут превысить предел прочности и привести к образованию различного рода трещин. При этом необходимо принимать во внимание отливаемый сортамент, сечение заготовки и условия охлаждения слитка, так как все эти параметры определяют допустимую величину деформации металла [8].
В случае радиальной машины разгиб слитка, как правило, проводится полностью в затвердевшем состоянии в одной точке.
Одним из способов предотвращения образования дефектов при разгибе слитка является при всех прочих равных условиях увеличение радиуса кривизны, что позволяет снизить величину деформации и ее скорость. На основании опыта эксплуатации радиальных МНЛЗ и исследования влияния величины и скорости деформации при разгибе на качество непрерывного слитка ПО «Урал-маш» выработало практические рекомендации для выбора минимального базо-вого радиуса в зависимости от толщины слитка:
Толщина слитка а, мм……………..….£150 £200 £250 £315 £350
Базовый радиус Ro, м 5 6 8 10 12
Однако, как показывает опыт эксплуатации радиальных установок, при отливке различных марок сталей в ряде случаев приходится снижать скорость разливки стали из-за появления внутренних горячих трещин в металле при его разгибе. Это обусловлено тем, что к точке разгиба слиток приходит с температурой в его центральной части, близкой к температуре кристаллизации. В области этих температур существует так называемый высокотемпературный интервал хрупкости, характеризуемый резко выраженным «провалом» прочностных и пластических свойств металла. Для многих сталей он проявляется при температурах ³13000 С и выше. Так, предел прочности углеродистой стали в температурном интервале хрупкости снижается до 1...10 МПа. Поэтому для предотвращения образования внутренних трещин необходимо при разгибе снижать скорость и величину деформации слоев металла, находящихся в температурном интервале хрупкости.
Исследования механических свойств стали при 1300…14500 С позволили получить уравнение для оценки допустимого базового радиуса технологической оси МНЛЗ с разгибом в одной точке в зависимости от разливаемой марки стали и интенсивности охлаждения:
 (4.1)
(4.1)
где а –толщина слитка, м; w – скорость вытягивания слитка,м/мин; k –ко-эффициент затвердевания [для прямоугольных (плоских) слитков с большим отношением b/a (ширины к толщине) k=24…26 мм/мин0,5; для квадратных и круглых k=28…30 мм/мин0,5]; eд – величина допустимой деформации слоев металла в температурном интервале хрупкости [для малоуглеродистого, мелкозернистого металла можно принять eд=(0,5…0,8)*10-2; для среднеуглеродистого и легированного металла eд=(0,3…0,5)*10-2 и для высокоуглеродистого и сложно-легированного eд=(0,15…0,3)*10-2]; q – коэффициент,учитывающий интенсивность охлаждения слитка в ЗВО [q=0,7…0,85; меньшее значение относится к умеренной интенсивности, высокое к большей].
Следует отметить, что в реальных условиях при определении Ro необходимо корректировать скорость разливки и интенсивность охлаждения для стали конкретной марки.
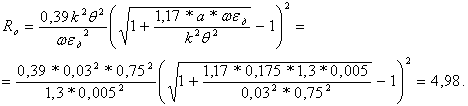
Определим базовый радиус установки непрерывной разливки стали.
Принимаем для данного сортамента следующие исходные данные: допустимая деформация внутренних слоев в температурном интервале хрупкости eд£0,005; интенсивность охлаждения – умеренная, q=0,75; скорость вытягивания слитка w=1,3 м/мин; коэффициент кристаллизации k=0,03 м/мин.
Базовый радиус
При базовом радиусе МНЛЗ Ro=5 м участок затвердевания (металлургическая длина) машины составит:
![]()
Полное время затвердевания заготовки сечением a´b–175´175 мм2 составит t=а2/4k2=1752/(4*302) = 8,5 мин.
Необходимая минимальная металлургическая длина при скорости вытягивания слитка w=1,3 м/мин составит
![]()
Следовательно, необходимо или увеличить радиус машины или уменьшить скорость вытягивания слитка. Сохраняя скорость вытягивания слитка w=1,3 м/мин, так как она определяет производительность установки, принимаем базовый радиус установки Ro=9 м. При этом радиусе LЗВО составит ~14,13 м, что обеспечит запас длины для возможного увеличения времени затвердевания более 25%.
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев