ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
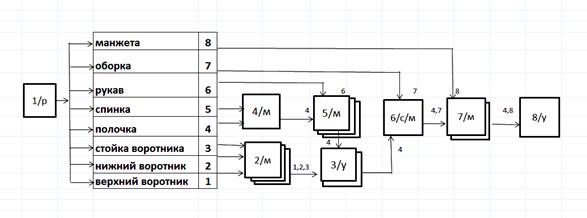
Технологическая схема основного потока
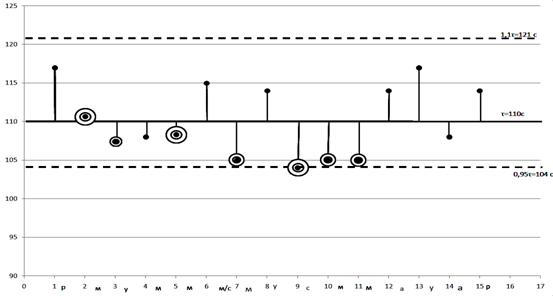
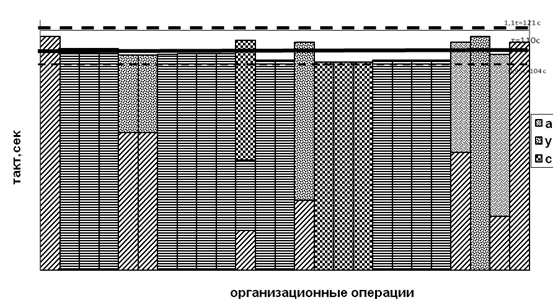
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
План размещения рабочих мест на потоке
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
3.8 План размещения рабочих мест на потоке
Планировка потоков в цехе и размещение рабочих мест в потоке зависит от выбранного способа организации технологического процесса и предусматривает следующие этапы: выбор типов и размеров рабочих мест в соответствии с каждой организационной операцией технологической схемы разделения труда; выбор расположения рабочих мест на потоке.
Исходными данными для разработки и установления потока в цехе (на участке) являются:
- план цеха;
- типовые нормы производственных площадей на одного рабочего;
- технологическая схема разделения труда по изготовлению изделия и ее монтажный график;
- типы и размеры рабочих мест и мест хранения полуфабрикатов;
- число единиц оборудования (сводка оборудования);
- организационная форма потока;
- тип транспортных устройств для перемещения кроя и полуфабрикатов;
- нормы безопасности труда.
Направление движения полуфабриката и готовых изделий по поточным линиям обеспечивает непрерывность подачи кроя до сдачи готовой продукции.
Место запуска следует располагать со стороны подачи кроя, а место выпуска — со стороны сдачи готовой продукции на склад, стремясь к тому, чтобы пути транспортирования кроя, п/фабриката, готовых изделий и движения людей.
Рабочее место — это место, где непосредственно выполняется технологический процесс. Оно включает в себя рабочий стол с установленным на нем соответствующим оборудованием, инструментами и приспособлениями, стул, рабочую зону для исполнителя, зону нахождения полуфабриката до и после выполнения операции. Размер рабочей зоны зависит от позы исполнителя (стоя, сидя), а также от вида выполняемых работ и технологического оборудования.
Кроме рабочих мест в цехе имеются места для хранения деталей кроя и готовой продукции. Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками, расположенными в зоне запуска. Ширина полок 0,7-0,8 м, длина и высота ячеек в зависимости от размера пачек кроя 0,5-0,9 м.Готовые изделия хранят в не подвешенном состоянии на стеллажах. Планировка выполнена на миллиметровой бумаге, а затем на ватмане в М 1:100 с указанием номеров организационных операций и видов работ
4. ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
Размещение рабочих мест в потоке обусловлено также транспортными средствами, применяемыми для подачи кроя, движения полуфабрикатов и готовой продукции. Транспортные средства ми способными быстро менять маршрут перемещения являются беспроводные транспортные средства и подвесные конвейеры. Характеристика внутрипроцессных транспортных средств представляется в таблице 3.9.
Таблица 3.9-Характеристика внутрипроцессных транспортных средств
| Наименование транспортного средства | Марка | Размер | Количество установленное в потоке |
| 1 | 2 | 3 | 4 |
| Тележка-кронштейн напольного транспортирования | ДТ - 1 | 600×400×700 | 3 |
5.РАСЧЕТ ОБЪЕМА НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА
Незавершенным производством называются предметы труда, сходящиеся на разных стадиях технологической обработки в цехах предприятия и еще не ставшие готовой продукцией. Наличие незавершенного производства является необходимым условием бесперебойного выпуска продукции. Определение объема незавершенного производства является важным этапом в проектировании потока.
В швейном цехе объем незавершенного производства устанавливают из расчета бесперебойной работы потока в течение 2- 3 ч. Этот объем зависит от многих факторов: объема производства, вида изделия, продолжительности производственного цикла, типа потока.
Таблица 3.10-Расчет незавершенного производства
| Наименование производственного участка | число рабочих | Объем незавершенного пр-ва | Объем незавершенного пр-ва, ед. |
| 1. Запас полуфабриката полученного кроя | 1 | 2-3 часовой запас |
|
| 2. Запас проверенного кроя, подготовленного к запуску. | 2-3 часовой запас | 66 | |
| 3. Запас полуфабриката на заготовительной секции | 8 | по 2 пачки на рабочего | 8×2×35=400 |
| 4. Запас п/ф между заготовительной и монтажной секциями. | 2-3 часовой запас | 66 | |
| 5. Запас п/ф на монтажной секции. | 5 | По 1- 2 пачки на рабочего | 5×1×25=250 |
| 6. Запас п/ф между монтажной и отделочной секциями | 2-3 часовой запас | 66 | |
| 7. Запас п/ф на отделочной секции | 3 | По 1- 2 пачки на рабочего | 3×1×25=75 |
| 8. Запас п/фабриката у контролеров ОТК | 1 | По 1- 2 пачки на рабочего | 1×25=25 |
| ИТОГО |
Продолжительность производственного цикла можно определить в единицах как активного Тц.а., так и календарного времени Тц.к.
![]() (38)
(38)
![]()
где: Он..п.— объем незавершенного производства на рабочих местах потока, ед.;
R — продолжительность смены, ч;
Мсм — выпуск изделий с потока в смену, ед.;
τ — такт потока, ч.
6. КОНТРОЛЬ КАЧЕСТВА. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ В ЦЕХЕ, НА ПОТОКЕ
Основной задачей каждого предприятия является качественный выпуск продукции.
Под контролем качества понимают проверку соответствия показателей качества продукции установленным требованиям.
Контроль качества швейных изделий осуществляется органолептическим и измерительным методами:
Контроль может быть сплошной и выборочный. Метод контроля качества отражен в ГОСТе-82 «Швейные изделия. Метод контроля качества»
Качество продукции определяет отдел технического контроля (ОТК)
Основными задачами отдела технического контроля являются:
1. Предотвратить выпуск продукции несоответствующей требованиям технической документации, условиям договора
2. Укрепление производственной дисциплины, повышение ответственности всех звеньев производства за качеством выпускаемой продукции.
3. Технический контроль подразделяется на:
- Входной - контроль качества продукции поставщика
- Межоперационный - контроль качества полуфабрикатов, прошедших законченный этап обработки
- Операционный - контроль продукции во время выполнения технологической операции;
- Инспекционный – контроль, осуществляемый специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля.
На качество продукции влияет ряд факторов:
1. Станки, оборудование;
2. Профессиональное мастерство; навыки, здоровье работника;
3. Характер производственного процесса, его интенсивность, ритмичность;
4. климатическое состояние окружающей среды и производственных помещений помещений;
5. Интерьер и производственный дизайн;
6. Морально-психологический климат в производственном коллективе;
7. Состояние материально-социальной среды работающих.
Управление качеством продукции должно осуществляться автоматически, то есть на предприятии должна функционировать система управления качеством продукции, предоставляющая собой организованную систему, четко распределяющую ответственность, процедуры, процессы и ресурсы, необходимые для управления качеством.
Основным результатом создания комплексной системы управления качеством продукции является разработка управления качеством и переход от традиционной функции контроля качества готовой продукции к контролю на подготовительных стадиях.
Составной частью комплексной системы управления качеством продукции стала система бездефектного изготовления продукции и сдача ее отделу технологического контроля с первого предъявления. Развитием и дополнение этой системы стала система бездефектного труда, сущностью которой является то, что наряду с оценкой качества труда рабочего оценивается качество труда всех работников, имеющих отношение к процессу производства данного изделия - конструкторов, технологов, плановиков и руководителей.
В разные периоды в промышленности нашли применение и другие системы: КАНАРСПП (качество, надежность, ресурс с первого предъявления НОРМ, охватывающая этапы проектирования, производства с помощью ЭВМ. Комплексная система управления качеством продукции носит название комплексной вследствие того, что обеспечивает единый подход к решению проблемы качества. В ней увязаны технические, экономические, социальные и организационные мероприятия.
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



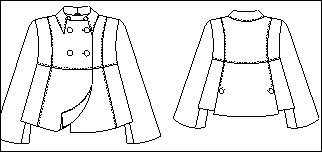
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев