ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
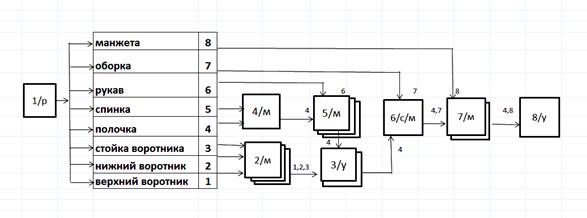
Технологическая схема основного потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
2.2. Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Важнейшей задачей выполнения данного раздела является системный подход к выбору методов обработки с учетом следующих основных факторов: наилучшее качество, максимальная экономичность, повышение производительности труда и сокращение затрат времени.
В основу выбора методов обработки должны быть положены прогрессивная технология, достижения науки и техники в области швейного производства.
При выборе оборудования и средств оргоснастки необходимо учитывать:
- повышение удельного веса машинных операций;
- расширение области применения клеевых материалов;
- упразднение подрезки деталей;
- механизация ручных работ;
- применение рулонного питания полуфабриката на швейном оборудовании;
- применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в табл. 2.4, табл. 2.5, табл. 2.6.
Таблица 2.4 - Характеристика технологического оборудования рекомендуемого для изготовления женских брюк
| Назначение оборудования | Вид обрабатываемых материалов | Класс, предприятие изготовитель | Вид стежка | Технические параметры | |||
| Частота вращения гл. вала, об/мин | Максимальная длина стежка, мм | Максимальная толщина материала, мм | Исполнительный органперемещения материала | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Стачивающая одноигольная машина | Смесовая ткань | 131-121+100 АО «Орша» беларусь | 301 | 5000 | 4.5 | 5.0 | реечный механизм |
| Стачивающая обметочная машина | Смесовая ткань | AZ-8000H-04DF ПО «АОМЗ» Россия | 401*504 | 8500 | 4.5 | 5.0 | Реечный механизм |
| Краеобметачная машина | Смесовая ткань | AZ-8500H-04DF ПО «АОМЗ» России | 503 | 7000 | 4.5 | 5.0 | дифференциальный |
Таблица 2.5 Характеристика средств оргоснастки, рекомендуемых при изготовлении женских брюк
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| 1 | 2 | 3 | 4 |
| Соблюдение параллельности срезам стачиваемых деталей | Лапка с выдвижной направляющей линейкой | 1-44 (Л-000) МОМЗ ЦНИИШП | 131-121+100 АО «Орша» Беларусь |
| Соблюдение параллельности строчки подогнутому краю детали | Лапка с правым ограничительным бортиком | 1-38 МОМЗ ЦНИИШП | 131-121+1000 АО « Орша» Беларусь |
| Проведение и закрепление нити на товарном ярлыке | Приспособление для проделывания и закрепления нити на товарном ярлыке | 6-54 МОМЗ ЦНИИШП | 131-121+1000 АО « Орша» Беларусь |
| Соблюдение параллельности строчки подогнутому краю детали | Лапка с правым ограничительным бортиком | 3-5А МОМЗ ЦНИИШП | 131-121+1000 АО « Орша» Беларусь |
Таблица 2.6- Характеристика оборудования для влажно-тепловой обработки, рекомендуемого для изготовления женских брюк
| Вид оборудования, предприятие -изготовитель | Производительность циклов, час | Усилие Прессования, Кн. | Тип привода | Способ нагрева подушки | Температура нагрева подушки, оС. | Тип Подушки | Выполняемая операция | |||
| верхний | нижний | верхней | ниж ней | |||||||
| Стол утюжильный 101 «Макпи» Италия, ЧОЗ Россия | - | - | - | - | электропаровой | - | 105-110 | 0981 | Внутрипроцессная и окончательная ВТО | |
| Электропаровой утюг УТП-20Э ОАО «Агат» Россия | - | 2 кг. | - | электропаровой | - | 100-240 | - | - | ||
Анализ существующей обработки изделия проводится с точки зрения трудоемкости и качества (без изменения внешнего вида изделия) по узлам и разработка новой, более прогрессивной, на основе совершенствования методов обработки и применении прогрессивного оборудования и средств оргоснастки. Проектируемые методы обработки должны быть тесно связаны с назначением изделия и физико-механическими свойствами применяемых материалов. Особое внимание уделяется методам обработки, обеспечивающим надежность изделия в носке, предохраняющим детали и их участки от растяжения, истирания, осыпания и т.д.
При выборе методов преимущество следует отдать методам последовательной и последовательно-параллельной обработки вместо последовательной.
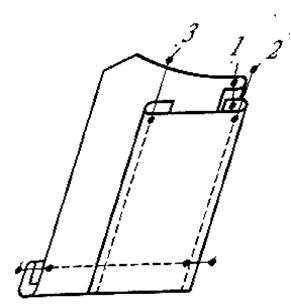
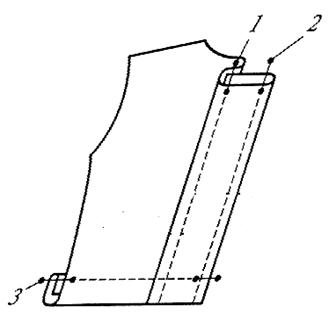
Так, например, изменена обработка верхнего среза брюк, используя малооперационную технологию и приспособление марки 3-5А МОМЗ ЦНИИШП, что позволило сократить время на обработку данного узла. На рисунке 9 представлена существующая (а) и рекомендуемая обработка (б).
Данные анализа методов обработки представляются в таблице 2.7.
Таблица 2.7 - Анализ методов обработки
| Существующая обработка | Рекомендуемая обработка | |||||||||
| № П\П | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, средства оргоснастки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | соединение клеевой прокладки с обтачкой | У | 2 | 35 | CS-371 КМН | соединение клеевой прокладки с обтачкой | У | 2 | 35 | 51Акл ПО «АОЗМ» Россия |
| 2 | обметывание внутреннего среза обтачки | С | 2 | 66 | 51-А км | обметывание внутреннего среза обтачки | С | 2 | 34 | AZ-8500H-04DF ПО «АОМЗ «России» |
| 3 | обтачивание верхнего среза брюк обтачкой | М | 3 | 88 | 97-А Кл АО «Орша» | обтачивание верхнего среза брюк обтачкой | М | 4 | 120 | 852х32кл ПО «АОМЗ» |
| 4 | Стачать обтачку верхнего среза из частей | М | 2 | 11 | ППУ-1 УП-3Г Горьковский завод | Стачать обтачку верхнего среза из частей | М | 4 | 15 | ППУ-1Уп-3г Горьковский завод |
| 5 | разутюжить швы стачивающей обтачки | У | 2 | 9 | 1822кл ПО «АОМЗ» Россия | разутюжить швы стачивающей обтачки | У | |||
| 6 | настрачивание шва обтачивания верхнего среза брюк | М | 3 | 88 | 97 кл АО «Орша» | |||||
| ИТОГО | 297 | ИТОГО | 147 | |||||||
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
![]() (3)
(3)
где: Tн, Tс - новое и существующее время обработки, сек ; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
Расчет роста производительности труда, сокращения затрат времени выбранных методов обработки производится по формулам (4), (5):
![]() , (4)
, (4)
![]() , (5)
, (5)
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (6):
![]() , (6)
, (6)
где Тм – время механизированных операций, с; Тобщ – общая затрата времени, с.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в табл.2.8.
Таблица 2.8 - Показатели эффективности методов обработки
| № п/п | Наименование узла обработки | Затрата времени, сек | Сокращение затраты времени, % | Рост производительности труда, | |||||
| % | Затрата времени на механизированные технологические операции, сек | Степень механизации обработки узла, % | |||||||
| существующая | проектируемая (новая) | существующая | проектируемая (новая) | существующая | проектируемая (новая) | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1. | Стачивание деталей с одновременным обметыванием срезов (508-А на AZ-8500H-04DF) | 406 | 387 | 4,68 | 4,91 | 406 | 387 | 100,00 | 100,00 |
| 2. | Обработка верхнего среза брюк | 287 | 219 | 23,69 | 31,05 | 253,00 | 169,00 | 88,15 | 77,17 |
| Итого по изделию | 693 | 606 | 28,37 | 35,96 | 659 | 556 | 188,15 | 177,17 |
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



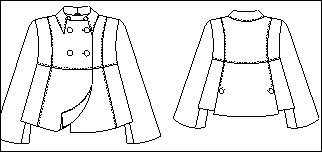
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев