ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
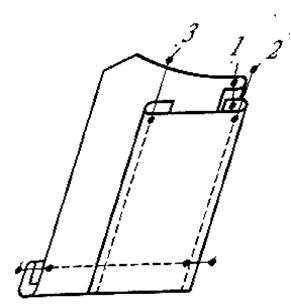
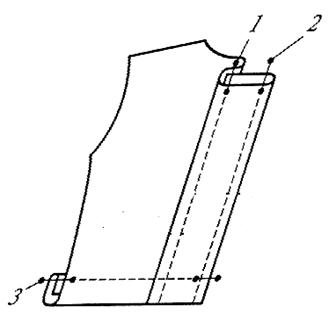
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
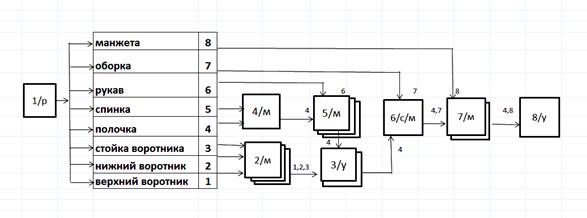
Технологическая схема основного потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Технологическая последовательность обработки изделия
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
2.3 Технологическая последовательность обработки изделия
На основании выбранных методов составляют технологическую последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Если используют новое высокопроизводительное оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса.
Таблица 2.9- Технологическая последовательность изготовления изделия
| № п/п | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, средства малой механизации |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Дублирование деталей | |||||
| 1 | Соединение клеевой прокладки с деталями обтачки верхнего среза брюк | У | 3 | 28 | 101+УПП-М |
| Обработка планок | |||||
| 2 | Обтачивание углов планок | м | 3 | 36 | 131-121+100 + 1-44 |
| 3 | Вывертывание и выправление углов планок | р | 2 | 18 | колышек |
| 4 | Прокладывание отделочных строчек по планкам | м | 4 | 35 | 131-121+100 + М.1.26 |
| Обработка заднего накладного кармана | |||||
| 5 | Обметать верхний срез накладного кармана | С | 3 | 20 | АZ-8000Н-04DF |
| 6 | Заутюжить карман по верхнему, боковому и нижнему срезам | У | 2 | 54 | 101+УПП-М, шаблон |
| 7 | Проложить отделочную строчку по верхнему срезу кармана | М | 3 | 25 | 131-121+100 + М.1.26 |
| Обработка задних половинок брюк | |||||
| 8 | Притачать кокетки на задней половинке брюк | С | 3 | 50 | АZ-8500Н-04DF |
| 9 | Проложить отделочную строчку по шву притачивания кокетки | М | 4 | 54 | 131-121+100 + М.1.26 |
| 10 | Наметить место расположения кармана | Р | 3 | 30 | Мел, лекало |
| 11 | Настрочить накладные карманы на задние половинки брюк | М | 4 | 140 | 131-121+100 + М.1.26 |
| Обработка передних половинок брюк | |||||
| 12 | Обтачать вход в карман подкладкой кармана | М | 3 | 60 | 131-121+100 + 1-44 |
| 13 | Подсечь швы на обтачивание кармана и вывернуть на лицевую сторону | Р | 3 | 40 | ножницы |
| 14 | Прокладывание отделочной строчки по входу в карман | М | 4 | 75 | 131-121+100 + М.1.26 |
| 15 | Стачать части подкладки кармана, настрочить переднюю половинку брюк на кокетку | С | 3 | 150 | АZ-8500Н-04DF |
| 16 | Закрепление входа в карман | М | 4 | 36 | 131-121+100 |
| Обработка обтачки | |||||
| 17 | Стачивание частей обтачки | М | 2 | 11 | 131-121+100 + 1-44 |
| 18 | Разутюжить швы стачивания обтачки | У | 2 | 9 | |
| 19 | Обмётывание верхнего внутреннего среза обтачки | С | 3 | 48 | АZ-8000Н-04DF |
| Монтаж | |||||
| 20 | Стачать боковые срезы, вкладывая планку по низу брюк по рассечкам | С | 3 | 97 | АZ-8500Н-04DF |
| 21 | Проложить отделочную строчку по боковому шву брюк | М | 4 | 95 | 131-121+100 + М.1.26 |
| 22 | Стачать шаговые срезы | С | 3 | 50 | АZ-8500Н-04DF |
| 23 | Притачать планку застежки к переднему срезу брюк | М | 3 | 25 | 131-121+100 + М.1.26 |
| 24 | Стачивание средних срезов брюк | С | 3 | 80 | АZ-8500Н-04DF |
| 25 | Прокладывание отделочных строчек по среднему шву брюк | М | 4 | 70 | 131-121+100 + М.1.26 |
| 26 | Настрачивание обтачки на верхний срез брюк | М | 3 | 95 | 131-121+100 + М.1.26 |
| 27 | Настрачивание припусков на обработку застежки к обтачке | М | 3 | 40 | 131-121+100 + М.1.26 |
| 28 | Прикрепление обтачки к швам | М | 3 | 26 | 131-121+100 |
| 29 | Вывёртывание брюк на лицевую сторону | Р | 1 | 15 | |
| 30 | Обмётывание низа брюк | С | 2 | 38 | АZ-8000Н-04DF |
| 31 | Застрачивание подгибки низа брюк | М | 2 | 38 | 131-121+100 + 1-38 |
| 32 | Чистка брюк от оставшихся концов ниток | Р | 1 | 25 | Колышек, ножницы |
| 33 | Окончательная ВТО | У | 3 | 90 | 101+2040+УПП-М |
| 34 | Намелка места расположения кнопок | Р | 3 | 25 | Мел, лекало |
| 35 | Установка кнопок | А | 3 | 30 | Спец/пресс |
| 36 | Навешивание товарного ярлыка | Р | 3 | 32 | 6-54 МОМЗ ЦНИИШП |
| 37 | Упаковка изделия | Р | 2 | 25 | |
| 38 | Комплектование по маршрутным листам | Р | 2 | 12 | |
| 39 | Сдача на склад | Р | 3 | 46 | |
| Итого по изделию | 1873 | ||||
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



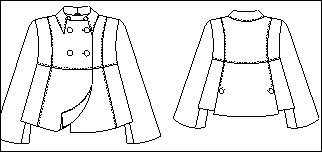
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев