ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Технологическая схема основного потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Анализ технологической схемы основного потока
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
3.4 Анализ технологической схемы основного потока
Анализ производится расчетным и графическим методами.
Коэффициент согласования Кс определяющий загруженность потока, определяется по формуле (18).
![]() (19)
(19)
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, ф - такт потока, сек.
![]()
Так как Кс =1,00 поток в целом считается согласованным правильно.
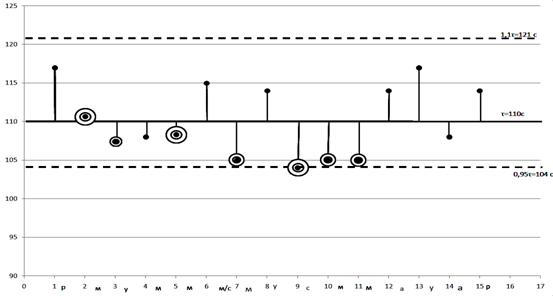
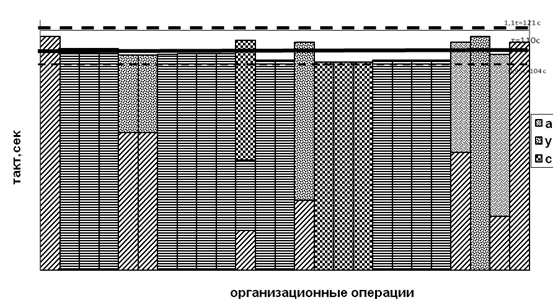
Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката.
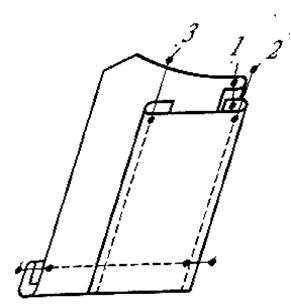
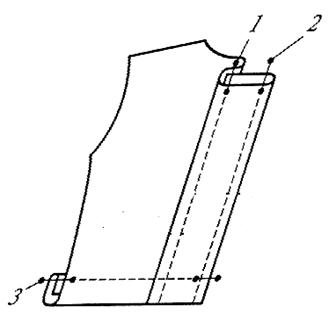
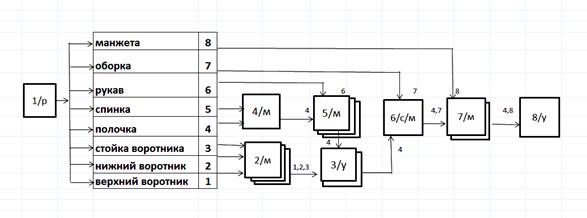
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями.
На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства.
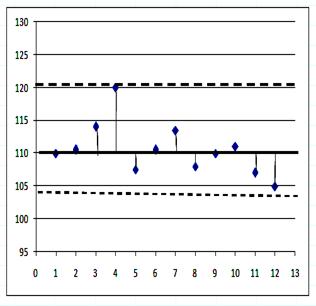
Рисунок 10- График синхронности
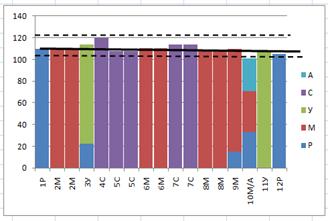
Рисунок 11- Диаграмма синхронности
3.5 Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке.
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока. Показатели рассчитываются по следующим формулам:
1.Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока и рассчитывается по формуле (20):
![]() (20)
(20)
![]()
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел.
2. Средний тарифный разряд рассчитывается по формуле(21):
![]() (21)
(21)
![]()
3. Средний тарифный коэффициент Qср рассчитывается по формуле (22):
![]() (22)
(22)
![]()
Показатели Qср и rcp характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
4. Стоимость обработки единицы изделия Ризд, руб.:
Pизд =∑Рi, =10,85руб. (23)
где: Рi - сумма расценок по организационным операциям
![]() , (24)
, (24)
![]()
![]() , (25)
, (25)
![]()
![]() , (26)
, (26)
![]()
где: Ст дн 1 раз - дневная тарифная ставка 1 разряда; Ст час - часовая тарифная ставка 1 разряда; сумма тарифных коэффициентов (графа 17); Qср - средний тарифный коэффициент; Мсм - выпуск в смену; ПТ - выработка на 1 рабочего в смену.
5.Коэффициент механизации потока К
Км. рассчитывается по формуле (27):
![]() , (27)
, (27)
![]()
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек.
6.Коэффициент использования оборудования рассчитывается по формуле(28):
![]() , (28)
, (28)

где:![]() ,
, ![]() ,
, ![]() ,
, ![]() - сумма времени по неделимым операциям машинных специальностей, сек;;
- сумма времени по неделимым операциям машинных специальностей, сек;; ![]() ,
, ![]() ,
, ![]() ,
,![]() - сумма времени по организационным операциям машинных специальностей, сек.
- сумма времени по организационным операциям машинных специальностей, сек.
Ки.о. – характеризует качество разделения труда по специализации рабочих мест.
7. Съем продукции с 1 м2 производственной площади рассчитывается по формуле(29):
![]() , (29)
, (29)
![]()
где: Мсм - выпуск изделий в смену, ед.; Sпот - площадь потока, м2.
Технико-экономические показатели проектируемого потока представлены в таблице 3.7.
Таблица 3.7 - Технико-экономические показатели проектируемого потока
| № п/п | Технико-экономические показатели | Размерность | Числовое значение |
| 1 | Выпуск в смену, Мсм | ед. | 262 |
| 2 | Трудоемкость изготовления изделия, Тизд | сек | 1873 |
| 3 | Численность рабочих: расчетная, Nр Фактическая,Nф | чел. | 17,1 17 |
| 4 | Выработка на одного рабочего в смену (производительность труда), ПТ | ед. | 15.3 |
| 5 | Средний тарифный разряд, rср | 2.8 | |
| 6 | Средний тарифный коэффициент, Qcр | 1.28 | |
| 7 | Стоимость обработки единицы изделия, Ризд | руб. | 10.85 |
| 8 | Коэффициент загрузки (согласования), Кс | 1,0 | |
| 9 | Коэффициент механизации потока, Км | 0.72 | |
| 10 | Коэффициент использования оборудования, Ки.о. | 0.95 | |
| 11 | Съем продукции с 1 м2 производ. площади, у | ед. | 2.52 |
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



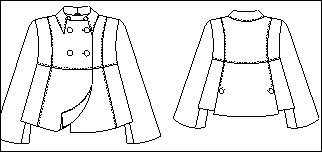
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев