ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
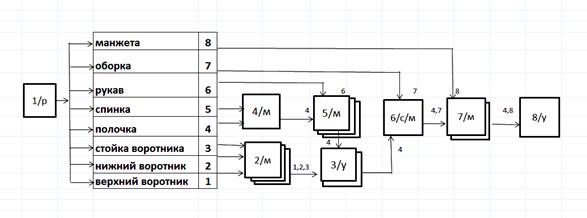
Технологическая схема основного потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
3.2 Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Для изготовления проектируемого изделия брюки женские была выбрана агрегатно-групповая форма организации потока с выделением секций
Агрегатно-групповая форма организации потока наиболее прогрессивная форма организации труда. На потоке выделяются группы рабочих мест, которые занимаются изготовлением отдельных узлов. Ритм работы потока свободный, питание пачковое, полуфабрикат перемещается внутри групп с помощью различных внутрипроцессных транспортных средств.
Такие потоки применяются для выпуска любого ассортимента. В потоках достигается высокое использование оборудования и узкая специализация рабочих мест. Допускается два вида оборудования на одном рабочем месте. допускаются возвраты полуфабрикатов на одно - два рабочих места.
Кратность операций – это количество рабочих, выполняющих одну и ту же организационную операцию.
В агрегатно–групповом потоке необходимо вводить дополнительные операции по комплектованию деталей после заготовительной секции.
В таком типе потока возможна автоматизация механизация и автоматизация отдельных участков производства, возможность учитывать индивидуальные способности каждого рабочего, возможность заменить рабочих в случае невыхода на работу.
В агрегатно-групповом потоке достигается высокое качество обработки деталей и узлов из-за узкой специализации рабочих мест.
Недостатки: - увеличение объема незавершенного производства;
- необходимость контроля за ритмичностью работы;
- сложность планировки рабочих мест из-за большой кратности операций.
3.3. Технологическая схема разделения труда и ее анализ
3.3.1 Условия согласования времени операций потока согласования времени операций потока.
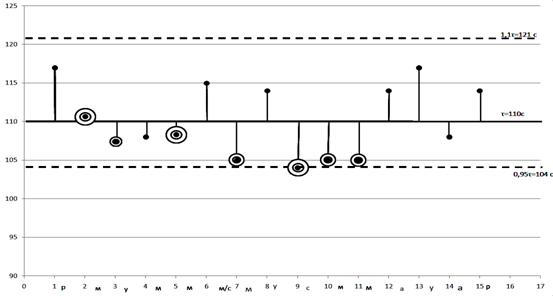
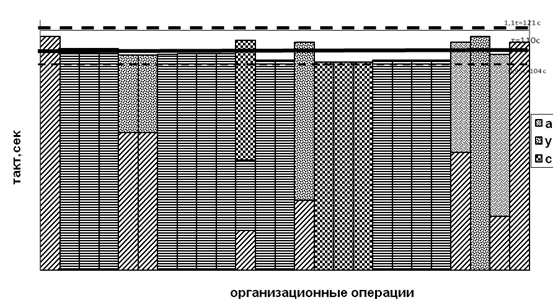
При комплектовании технологически неделимых операций в организационные не всегда можно достичь точного согласования времени, затрачиваемого на выполнение организационной операции с установленным тактом потока. Поэтому продолжительность организационных операций может иметь отклонения.
Основные условия согласования времени операций потока с тактом определяются по формуле (16):
∑ tp = (0,95 ч 1,1) ф k (16)
где ф – такт потока, сек, k – кратность операции.
Для согласования потока, кроме условий согласования операций по времени соблюдаются определенные производственные требования:
В агрегатно-групповых потоках:
- широко применяются кратные операции;
- возврат полуфабрикатов;
- максимальная специализация операций, обеспечивающая наилучшее использование рабочей силы и оборудования;
- комплектование ведется, соблюдая технологическую целесообразность, сокращение вспомогательных приемов работы;
- однородность операций по разрядам, обрабатываемым материалам, специальностям;
- возможность использования двух видов оборудования на одном рабочем месте.
Данные расчета условий согласования времени операций для различного количества рабочих целесообразно свести в таблицу 3.4
Таблица 3.4 - Условия согласования времени операций потока
| Количество рабочих | Величина min времени орг. операции, ∑tp min, сек. | Величина max времени орг. операций ∑tp max, сек |
| 1 | 104 | 121 |
| 2 | 208 | 242 |
| 3 | 312 | 363 |
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



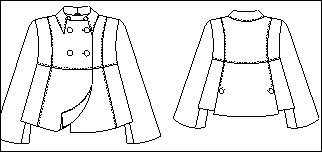
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев