ЭСКИЗНОЕ ПРОЕКТИРОВАНИЕ
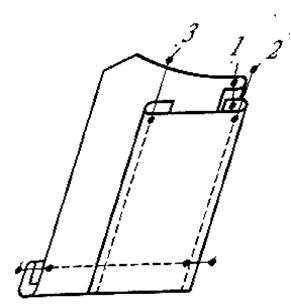
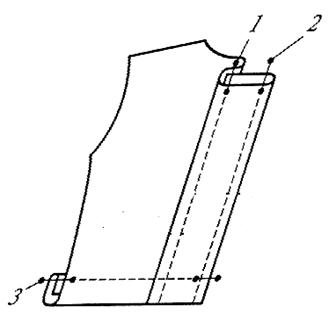
Описание внешнего вида моделей
Расчет расхода материалов
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
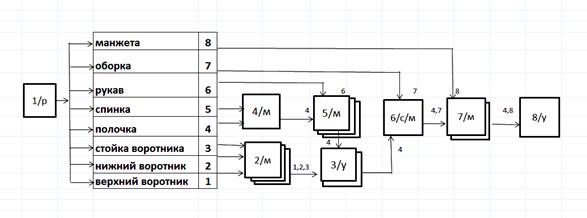
Технологическая схема основного потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
Расчет дополнительных потоков
План размещения рабочих мест на потоке
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
94222
знака
28
таблиц
2
изображения
9. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Сначала производственной революции (начало XX в.) обострился конфликт между человеком и природой.
Выбросы предприятий легкой промышленности составляют 20% от всех предприятий Р.Ф. Годовой объем сброса сточных вод составляет 200 млн. м. Годовые выбросы содержат бензин, этил ацетат , аммиак сероводород и т.д.
Поэтому необходимо создавать благоприятные условия для окружающей среды, защищать биосферу от антропогенного воздействия.
Исследования воздушной сферы показывают, что в швейном производстве в зависимости от вида используемого сырья и характера технологического процесса, в рабочую зону выделяются пыль, вредные газы, избыточное тепло.
В целях снижения вредных выделений, необходимо чтобы все машины были оснащены местной вытяжной вентиляцией. Процесс чистки оборудования и помещения фабрики следует механизировать с помощью передвижных пылесосов или централизованных вакуумных установок, обеспечивающих чистоту воздушной сферы и сохранение ручного труда.
Для сохранения сырьевых отходов на всех стадиях производства необходимо внедрять мало- и безотходные технологии, а также максимально использовать отходы основного производства непосредственно на данном предприятии. Необходимо организовать сбор производственных отходов для их вторичного использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения.
ЗАКЛЮЧЕНИЕ
Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских.
Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества модели определяется соответствием, предъявляемым потребительским и промышленным требованиям.
Все материалы, фурнитура и швейные нитки по своим свойствам, размерным признакам, внешнего вида и цвету соответствуют модели, друг другу и направлению моды. Также при выборе материалов были учтены технологические особенности обработки.
Коллекция модели разработана на одной конструктивной основе. Выполненные раскладки получились рациональными -процент межлекальных выпадов составил- 16,7при нормативных -16,9.
При изготовлении модели были выбраны промышленные методы обработки, позволяющие применять новые высокоэффективное оборудование и средства малой механизации, а также другое оборудование, обеспечивающие высокое качество изделия и позволяющее повысить производительность труда и сократить затраты времени. Для изготовления брюк были применены машины 131 ряда: для стачивания с одновременным обрезанием края- 131 – 121 + 100.
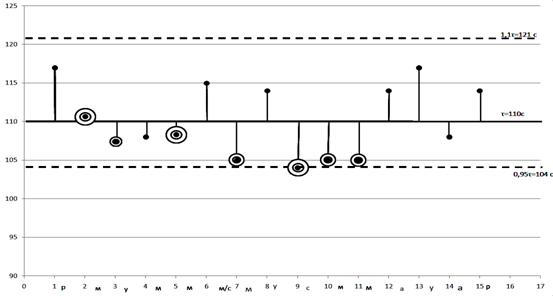
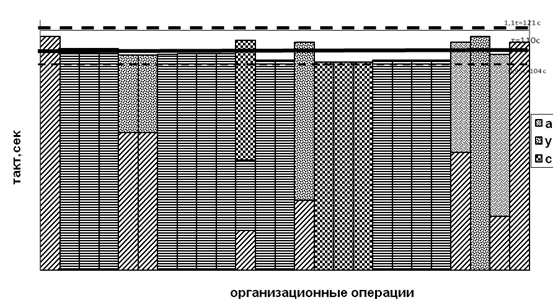
На основе выбранных методов обработки были составлены технологическая последовательность схема разделения труда. Анализ графика синхронности показывает, что поток согласован правильно. Коэффициент синхронности равен единице. Диаграмма синхронности показывает специализацию рабочих мест. Монтажный график наглядно выявляет структуру потока, последовательность деталей в потоке, порядок запуска деталей. На основании монтажного графика было решено, что поток будет агрегатно – групповым.
Планировка рабочих мест выполнена с максимальным соблюдением правил. При расстановке рабочих мест обеспечено непрерывность потока от места запуска кроя до сдачи готовой продукции. В потоке нет пересечений линий получения кроя, готовых изделий и перемещения рабочих.
Расположение рабочих мест обеспечивает непрерывность технологического процесса. Для перемещения полуфабрикатов используется бесприводные транспортные средства. Организация рабочих мест выполнена рационально с применением НОТ и рациональных трудовых приемов.
В потоке предусмотрены мероприятия для повышения качества продукции, предупреждению браку.
В проекте представлена организация работы раскройного, подготовительного и экспериментального цеха, а также охрана труда и окружающей среды.
В дипломном проекте представлена экономическая оценка потока, в которой были рассчитаны следующие показатели:
1. Выпуск в смену, Мсм (ед.):262;
2. Трудоемкость изготовления изделий, Т изд (сек.):1873;
3. Численность рабочих: расчетная, Nр 17.1 ; Фактическая, Na:17;
4. Выработка на одного рабочего в смену(производительность труда), ПТ,(ед) 15,3;
5. Средний тарифный разряд, rср 2,8;
6. Средний тарифный коэффициент, Qср 1.28;
7. Стоимость обработки единицы изделия, Ризд(руб) 10,25;
8. Коэффициент загрузки (согласования), Кс 1.0005;
9. Коэффициент механизации потока, Км 0.72,
10. Коэффициент использования оборудования, Ки.о 0.95;
11. Съем продукции с 1м2 производственной площади, Q 2,52
12. Рост производительности труда, РПТ(%) 7,9;
13. Снижение затраты времени, СЗВ7,32;
14. Межлекальные потери, Вф (%) 16,7;
15. Себестоимость изделия.(руб.) 652;
16. Прибыль (руб.) 248;
17. Рентабельность, (%) 37;
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Ганеев, А.П. Оформление текстовых и графических материалов при подготовке дипломных проектов, курсовых, письменных экзаменационных работ (требования ЕСКД). [Текст]:Учеб.пособие/ А.П. Ганеев, - М.: Академия, 2000,
2ГОСТ 22977-89. Детали швейных изделий. Термины и определения.- М.: Изд-во стандартов, 1990.
3Ермаков, А.С. Оборудование швейных предприятий. [Текст]:Учеб.пособие/ М.: ПрофОбрИздат, 2002.
4Ермилова, В.В., Ермилова, Д.Ю. Моделирование и художественное оформление одежды. [Текст]:Учеб.пособие/ - М.: Академия, 2000.
5Исаев, В.В. Оборудование швейных предприятий. [Текст]:Учеб.пособие/ - М.: Легкая индустрия, 1982.
6Конструирование одежды./ Амирова Э.К., Сакулина О.В., Сакулин Б.С., Труханова А.Т. – М.: Мастерство, 2001.
7ОСТ 17-835-80 Изделия швейные. Технологические требования к стежкам, строчкам, швам.
8Першина, Л.Ф. Технология швейного производства [Текст]: Учеб.пособие для сред.проф.учеб.заведений/ Л.Ф Першина, С.В Петрова.- М: Высшая школа,- 1991.- 365 с.
9Савостицкий А.В., Меликов Э.Х. Технология швейных изделий.- М.: Легкая промышленность,1982.
10Савостицкий Н.А., Амирова Э.К. Материаловедение швейного производства. - М.: Академия, 2001.
11Справочник по подготовке к раскрою материалов при производстве одежды/ Галынкер И.И., Гущина К.Г., Сафонова И.В.- М.: Легкая индустрия, 1980.
12Труханова, А.Т. Иллюстрированное пособие по технологии легкой одежды [Текст]: Учеб. пособие для учащихся проф.учеб. заведений. / А.Т. Труханова. М.: Высшая школа,2000.- 176с.
Дополнительная литература
1. Бердник, Т.О. Швея, портной легкой женской одежды [Текст]: / Т.О. Бердник.- Ростов на Дону: Феникс, 2000.- 320с.
2. Иконникова, Г.А. Конструирование и технология поясных изделий [Текст]: учеб. пособие для нач. проф. образования / Г. А. Иконникова, О. А. Сенаторова.- М.: Академия, 2005.- 112с.
3. Крючкова, Г. А. Технология и материалы швейного производства [Текст]: учеб. пособие для нач. проф. образования / Г. А. Крючкова.- М.: Академия, 2004.- 384с.
4. Швея, портной: Лабораторный практикум по технологии пошива одежды [Текст]: учеб. пособие для учащихся проф. лицеев, училищ и курсовых комбинатов. / Л. М. Дашкевич.- Ростов н/Д: Феникс, 2001.- 352с.
5. В качестве дополнительной литературы рекомендуется журнал «Швейная промышленность», «Швейное производство», «Ателье».
ПРИЛОЖЕНИЯ А
Организация работы экспериментального цеха
Основной задачей экспериментального цеха является своевременная и высококачественная подготовка моделей у запуску в производство. Эта подготовка заключается в конструкторской и технологической проработке новых моделей, разработке оптимальных режимов технологического процесса, нормировании расхода всех используемых для изготовления изделия материалов, изготовлении лекал, трафаретов, светокопии, подготовке технической документации на модель.
В функции экспериментального цеха входят: осуществление авторского надзора за моделями, внедренными в производство, контроль за использованием материалов, обновление ассортимента изделия с учетом покупательского спроса и направления моды, постоянное совершенствование конструкций и технологии изделий, разработка мероприятий по использованию отходов производство, опробование новых видов оборудования и средств малой механизации, оказание помощи цехам в освоении новых видов изделий, моделей, оборудования, приспособлений.
Проектирование экспериментального цеха выполняется с учетом всего выпускаемого предприятием ассортимента изделий, включая изделия ширпотреба.
Общее количество моделей, подготовляемых для производства в экспериментальном цехе, зависит от мощности предприятия, уровня специализации и мощности потоков.
Необходимость в дополнительном времени (на посещение магазинов, рынков в целях изучения спроса, на участие в запуске в производство новых моделей и др.) может быть учтена при нормировании затрат труда на операцию,
Нормы времени на конструкторские работы могут быть дифференцированы в зависимости от сложности конструкции модели и категории качества изделий
Изделия можно подразделить на опытные и образцы-эталоны
Опытные изделия шьют для уточнения конструкции. При проработке конструкции обычно шьют два изделия среднего размера и роста. При неудачной или сложной конструкции, а также для проверки изделий крайних размеров и ростов опытные изделия могут быть изготовлены дополнительно.
Образцы-эталоны изготовляют чаще всего в количестве трех-четырех экземпляров для экспериментального и швейного цехов и для крупных торговых организаций. Для остальных торговых организаций образцы берут из первой партии изделий массового пошива.
Для одного размеророста изготавливают 0,5 комплекта лекал-эталонов, по которым проверяют остальные комплекты лекал; 1-2 комплекта для раскладчиков экспериментального цеха при установлении норм расхода материалов. Эти комплекты впоследствии передаются обмеловщикам; 1 комплект для раскроя полотен с текстильными дефектами; этот комплект исключается, если зарисовку раскладки лекал делают на верхнем полотне и раскрой полотен с текстильными дефектами выполняют одни и те же рабочие комплексно-универсальной бригады; 0,5 комплекта для выкраивания деталей на ленточной машине0,5 комплекта для проверки качества кроя, подрезки, подгонки рисунка; 1 комплект вспомогательных лекал для швейного цеха. Как правило, все операции при изготовлении лекал выполняет один и тот же рабочий. Затраты времени могут устанавливаться отдельно на изготовление лекал-оригиналов и рабочих лекал. Эти затраты могут также дифференцироваться в зависимости от сложности конструкции. Затраты времени на измерение площадей лекал устанавливаю в зависимости от среднего количества деталей в конструкции. Экспериментальным путем измеряют площади лекал не всех изделий, а только изделий отдельных размероростов.
Для каждой модели любого размеророста необходимо иметь нормы расхода основного материала, подкладки, приклада, всех встречающихся ширин материалов, всех используемых для данной модели видов поверхности основного материала: гладкой, ворсовой, с рисунком в полоску, клетку различного раппорта.
Все более широкое применение находят светокопии. Они могут быть рекомендованы для материалов верха, подкладки изделий, изготовляемых большими тиражами.
Раскладка для трафаретов, светокопий целесообразно совмещать с выполнением экспериментальных раскладок.
Количество единиц оборудования для хранения образцов моделей и комплектов лекал зависит от способа их хранения. Наиболее удобным является хранение образцов моделей и комплектов лекал на одно- и двухъярусных горизонтально замкнутых цепных конвейерах.
Планировка цеха.
Планировку выполняют с выделением участков конструирования, нормирования материалов, изготовления изделий, лекал, трафаретов, светокопий, хранения лекал и образцов моделей.
На многих предприятиях применяются компьютеры в системе САПР (раскладка). В этих случаях нужно небольшое помещение для установки САПР.
Следует учесть, что влажно-тепловую обработку в экспериментальном цехе в основном выполняют утюгом, прессы используют лишь для окончательной отделки и некоторых операций, где требуется утонение полуфабриката, так что установка в этом цехе всего комплекта оборудования экономически нецелесообразна.
На некоторых предприятиях имеются группы опытного пошива численностью 15 — 30 человек, которые проводят пробный запуск моделей для окончательной проверки конструкции, способов и режимов обработки. Здесь же могут изготовляться небольшие заказы.
Технологическое оборудование в группах опытного пошива размещают так же, как в швейном цехе, группируя оборудование около междустольев, согласно технологической схеме разделения груда.
ПРИЛОЖЕНИЕ Б
Организация работы подготовительного цеха
Основной задачей подготовительного цеха является подготовка материалов для передачи их для раскроя, включающая в себя: прием материалов, проверка качества материалов, расчет кусков материалов для их использования с минимальными остатками, подбор кусков материалов и их передача в раскройный цех, изготовление зарисовок раскладок лекал, оформление сопроводительной документации.
Прием и хранение материала.
Материал поступает на швейное предприятия на автомобилях в кусках или кипах, размещенных в контейнерах или не посредственно в кузове. При контейнерной поставке съем материала с автомобиля осуществляется электротралью или автопогрузчиком. Перемещение контейнера в зону выгрузки и распаковки, расположенную внутри помещения, может выполнять грузовоз.
При не контейнерной поставке материал выгружают из автомобиля вручную и транспортируют его в зону распаковки и хранения, используя электропогрузчики, электроштабелеры с поворотными вилами, передвижные контейнеры, передвижные контейнеры-погрузчики, склизы и тележки.
Материал поставляют швейным предприятиям в соответствии с положением о поставке продукции производственно- технического назначения.
Порядок и сроки приема материала определяются инструкциями о порядке приема продукции производственно-технического назначения и товаров массового спроса по количеству.
Прием импортных материалов осуществляется в соответствии: с условиями выполнения российскими внешнеторговыми объединениями заказов российских организаций на импорт товаров; инструкцией о сроках и порядке составления рекламационных актов на импортные товары и направлении этих актов внешнеторговым объединениям; инструкцией о порядке проверки качества и количества импортных товаров экспертами; условиями контракта; техническими требованиями к импортным трикотажным полотнам.
Прием материалов по количеству товарных мест осуществляют по транспортным и сопроводительным документам. Каждому куску присваивают номер и выписывают на принимаемую партию. Всю документацию оформляют в соответствии с руководством по первичному учету. Принятые материалы освобождают от тары и хранят на участках не разбракованных материалов.
Для сокращения количества ручных операций при транспортировании материалов используют поддоны. Материалы на поддонах размещает в многоярусных стационарных стеллажах с ячейками. Ярусы и ячейки стеллажей имеют буквенно-цифровое обозначение. Склад с многоярусными стеллажами обслуживается с помощью штабелера или крана-штабелера.
В качестве транспортных средств для межцехого и внутрицехого транспортирования целесообразно использовать ручные и электрические тележки с подъемной платформой. Для комплексной механизации подъемно-транспортных операций следует применять электропогрузчики, которые позволяют частично или полностью ликвидировать ручной труд и резко повысить производительность труда.
Разбраковка, измерение длины и ширины материала.
Контролю подлежат все поступившие материалы на предприятия. При разбраковке определяют качество материалов.
Разбраковку и измерение материалов верха осуществляют параллельно (одновременно на одном рабочем месте) на разбраковочно - измерительной машине или последовательно на разбраковочной машине и трехметровом измерительном столе, подкладочных и прикладных материалов- параллельно на разбраковочно- измерительной машине.
Сортность материала в зависимости от его внешнего вида определяют визуально в соответствии с ГОСТ: для тканей – ГОСТ 358-82, ГОСТ 187-71, ГОСТ 161-75, ГОСТ 357-75; для искусственных тканей на трикотажной основе- ОСТ 17-885-81, на тканной основе- ГОСТ 187-71, ОСТ 17-833-80, ТУ 17-09-79-80, ТУ 17-09-65-80.
Импортный искусственный мех принимают в соответствии с техническими требованиями к импортному искусственному меху из химических волокон. Прием трикотажных полотен по количеству товарных мест осуществляют по фактической длине или массе в соотношении с нормативно технической документации, утвержденной на данный вид трикотажного полотна. Линейные размеры, т.е. длину и ширину материалов, определяют согласно СТ СЭВ 2674-80.
Хранение и транспортирование разбракованных материалов.
Разбракованный материал хранят поштучно на полочных стеллажах. Поштучный способ хранения, при котором каждый кусок хранится в определенном месте, улучшает условия подбора материалов.
Для обеспечения ритмичной работы предприятия в подготовительном цехе должен находиться необходимый и достаточной запас разбракованных материалов в соответствии с временными нормами производственных запасов тканей и инструкцией по определению их для подготовительных цехов предприятий швейной промышленности.
Подача материалов в раскройный цех. В подготовительном цехе на основании карты расчета и первых экземпляров паспортов комплектуется куски материала для настилов. Куски материала снимают со стеллажей с помощью специальных устройств, штабелеров, погрузчиков и других средств в зависимости от установленного на предприятии оборудования. Материал подают в раскройный цех на механических или ручных тележках, указанном в карте расчета. Подобранные в подготовленном цехе комплекты материалов вместе с зарисовками раскладки лекал на полотне, трафаретами или светокопиями передают в раскройный цех.
ПРИЛОЖЕНИЕ В
Организация работы раскройного цеха
Зарисовка раскладки лекал.
Для раскроя настила материала на верхнее полотно нужно нанести контуры деталей. Зарисовку раскладки лекал для всех изделий выполняют в соответствии с методикой, изложенной в инструкции по нормированию расхода материалов в производстве швейных изделий, с учетом всех допускаемых по величине и количеству надставок и разрезов, предусмотренных нормативно-технической документацией.
При выполнении зарисовок раскладок лекал, предназначенных для разрезания по ним настила материала, пользуются копиями зарисовок, выполненными в экспериментальном цехе. Копирование раскладок лекал выполняют в натуральную величину или в масштабе 1:10.
Светокопию выполняют на прозрачной бумаге, контуры лекал обводят карандашом «Светокопия» или «Люмограф» с обозначением на деталях размеров изделия. Если ширина листов бумаги меньше ширины материала, их склеивают.
Настилание материалов.
На настилочный стол укладывают друг на друга полотна определенной, заранее установленной длины. Материалы настилают по графику, составленному в соответствии с производственной программой предприятия.
Материалы пальтовой группы подают к настиланию в рулонах или предварительно разрезают на полотна заданной длины в соответствии с картой раскроя и комплектуют по длинам. Подготовленные полотна подают в зону настилания и выполняют настил.
Разрезание отмеренных полотен выполняют вручную или на мерильно-резальной машине. При ручном разрезании материала настилочный стол должен быть снабжен концевой отрезной линейкой а в крышку стола следует вмонтировать измерительную линейку с ценой деления 1 см. Стол должен иметь устройство для размотки рулона материала, расположенное на уровне стола или на 10— 15 см ниже его.
Первым разрезают рулон с зарисовкой раскладки лекал. Полотно с пороками укладывают в общий контейнер вместе с другими полотнами, сделав отметку «Порок».
Настилание материалов выполняют вручную или с помощью настилочных машин. При ручном настилании для фиксации полотен на настилочном столе применяют прижимные линейки
При укладывании полотен материалов разных артикулов в один настил между ними прокладывают бумагу или лоскут.
При наличии в полотне текстильного дефекта сначала проверяют возможность раскроя такого полотна в основном настиле. Если дефект попадает на деталь, полотно поворачивают и добиваются того, чтобы он располагался на невидимых частях или на межлекальных отходах.
Искусственный мех настилают вручную из рулона. Первое полотно укладывают ворсом вверх, последующие — «лицом к лицу», что уменьшает их скольжение.
Для предохранения полотен меха от смещения настил перед рассеканием скрепляют зажимами.
Настилание трикотажного полотна выполняется вручную из «книжки», находящейся на уровне крышки стола. Настилание подкладочных тканей выполняют из рулона вручную или с помощью машины. Для облегчения ручного настилания применяют различные устройства: кронштейны различной конструкции, элеваторные стойки, накопители.
Клеймение настила.
Для правильности комплектования деталей их клеймят и маркируют в настиле прикреплением или наклеиванием талонов или надписью мелом, карандашом.
Определение расхода материала, уложенного в настил.
После контроля качества настила и уточнения зарисовки раскладки лекал. В карту раскроя записывают число полотен в настиле и число стыков. Проверяют баланс расхода материалов всех артикулов.
Раскрой материала.
Раскрой является важнейшим этапом швейного производства. Именно при раскрое закладываются предпосылки для изготовления высококачественных изделий. Раскрой швейных материалов осуществляется в два этапа: рассечение настила на участки и вырезание крупных деталей вырезание деталей из отдельных частей настила по линиям зарисовки или лекалам.
Для предупреждения скольжения полотен настил закрепляют зажимами.
Качество выкроенных деталей проверяют по контрольным лекалам, накладывая на них детали верхнего, среднего и нижнего полотен настила.
Нумерация и комплектование деталей кроя.
Детали кроя верха нумеруют нумераторами с помощью «пистолета», прикрепляя талон с номером к лицевой стороне детали. Детали кроя подкладки нумеруют вручную карандашом или мелом, детали приклада и ватина не нумеруют. Детали кроя из искусственного меха нумеруют с изнанки карандашом или мелом. Для нумерации деталей кроя из трикотажных полотен применяют бумажную ленту с клеевым покрытием.
На всех деталях одного изделия должны быть одинаковые номера. В изделиях из материалов в клетку, полоску, с направленным в одну сторону рисунком подгоняют по рисунку согласно инструкции по рациональному раскрою тканей.
Пачки кроя из полотен с текстильными пороками прикрепляют к основной пачке согласно карте раскроя.
Детали подкладки и приклада должны соответствовать деталям из основного материала по модели, размеру и цвету. Пачки деталей кроя связывают или скрепляют специальными ремнями, укладывают в контейнер и транспортируют на склад кроя.
Крой доставляют в зону хранения с помощью подъемно-транспортных средств.
Навешивание талонов цветовой последовательности. Для обеспечения определенной последовательности запуска пачек кроя в производство и для сопряженности прохождения пачек при параллельной обработке деталей на потоках средней и большой мощности рекомендуется введение цветовой последовательности.
Навешивание талонов производят после нумерации деталей кроя.
Хранение и транспортирование кроя.
Скомплектованный крой хранят на многоярусных стеллажах, обслуживаемых с помощью - напольного штабелера. Число ярусов стеллажей зависит от высоты помещения.
При передаче кроя на значительные расстояния используют металлические облегченные контейнеры с ходовой частью.
Для обеспечения ритмичности работы швейных цехов на складе кроя необходимо иметь запас на 1,5 дня.
Выписка маршрутных листов.
Маршрутные листы записываются в подготовительном или раскройном цехе после оформления карты раскроя. Маршрутный лист сопровождает крой в процессе пошива, с ним изделия передают на склад готовой продукции. Один экземпляр остается в раскройном цехе или на складе кроя, остальные передаются вместе с пачкой кроя на участки сборки, отделки изделий и на склад готовых изделий.
Заполнение товарного и контрольного ярлыков.
Товарные ярлыки заполняют четко, без исправлений. Количество ярлыков в транспортной партии должно соответствовать количеству изделий, указанных в маршрутном листе.
ПРИЛОЖЕНИЕ Г
Себестоимость единицы продукцииСебестоимость – сумма всех затрат на изготовление и реализацию единицы продукции.
Определение себестоимости единицы продукции необходимо для расчета рентабельности, для установления цен на продукцию, для организации коммерческого расчета. Себестоимость определяется на основе калькуляции продукции.
Себестоимость рассчитывают исходя из затрат основных материалов, которые представлены в таблице:
Приложение
| № | Наименование материалов | Единица измерения | Затраты на единицу изделия | ||
| Норма расхода | Цена, руб. | Сумма, руб. | |||
| 1 | Ткань смесовая | м | 0,75 | 80 | 60 |
| 2 | Ткань подкладочная | 0,065 | 30 | 1,95 | |
| 3 | Клеевая ткань | м | 0,12 | 31 | 3,72 |
| 4 | Пуговицы | м | 4 | 1,0 | 4 |
| 5 | Нитки | кат. | 1 | 3 | 3 |
| 6 | Маркировочная лента | шт. | 1 | 0,5 | 0,5 |
| 7 | Фабричная марка | шт. | 1 | 1 | 1 |
| 8 | Товарный ярлык | шт. | 1 | 1 | 1 |
| 9 | Полиэтиленовый пакет | шт. | 1 | 1 | 1 |
| ИТОГО: | 76,17 | ||||
Калькуляция себестоимости включает в себя следующие статьи расходов:
Статья 2 Реализуемые отходы 0,06%
Статья 3 Транспортно-заготовительные расходы 10%-
Статья 4 Основные заработная плата производственных рабочих за ед. изделия-
Статья 5 Дополнительная заработная плата-20%-
Статья 6 Отчисления на социальные нужды -28%-
Статья 7 Общецеховые расходы-1,5%
Статья 8 Общехозяйственные расходы-1,5%
Статья 9 Прочие производственные расходы 10%
Расчет полной себестоимости изделия представлен в табл.2.
Таблица 2 - Калькуляция статей себестоимости
| № п/п | Статьи затрат | Сумма, руб. |
| 1 | Сырье, материалы и фурнитура | 76,17 |
| 2 | Реализуемые отходы0,06% | 0,045 |
| 3 | Транспортно- заготовительные расходы10% | 7,62 |
| 4 | Заработная плата ППП | 10,85 |
| 5 | Дополнительная заработная плата20% | 2,17 |
| 6 | Отчисления на социальные нужды28% | 3,04 |
| 7 | Общецеховые расходы1,5% | 0,16 |
| 8 | Общехозяйственные расходы 1,5% | 0,16 |
| 9 | Прочие производственные расходы10% | 1,08 |
| 10 | Итого себестоимости единицы изделия | 101,205 |
| 11 | Коммерческие расходы 5% | 5,06 |
| Итого полная себестоимость | 106,265 |
Расчет прибыли и рентабельности
Прибыль - это разница между отпускной ценой и себестоимостью. Планируемая цена за единицу изделия составляет 140руб.
Прибыль с единицы изделия составляет
140- 106,265=33,73 руб.
Рентабельность - показатель эффективности работы предприятия.
Рентабельность с единицы изделия составляет
Р=П/с/стоимость´100 =33,73/106,265*100= 31,74%
Материалоемкость - соотношение себестоимости и стоимости материала.
Мем=![]()
Мем = ![]() =71,68%
=71,68%
Технико-экономические показатели потока представлены в таблице
| № п.п. | Наименование показателей | Единицы измерения | Значение. |
| 1 | Выпуск изделий в смену | Ед. | 262. |
| 3 | Численность основных рабочих в потоке | Чел | 17 |
| 4 | Выработка одного рабочего в смену | Ед | 15,3 |
| 5 | Трудоемкость | Сек | 1873 |
| 6 | Рост производительности труда | % | 7,32% |
| 7 | Сокращение затраты времени | % | 7,9% |
| 8 | Средняя заработная плата за единицу изделия | Руб | 10,85 |
| 11 | Коэффициент механизации | 0,72 | |
| 12 | Средний тарифный коэффициент | 1,28 | |
| 13 | Средний тарифный разряд | 2,8 | |
| 14 | Полная себестоимость единицы изделия | Руб | 106,265 |
| 15 | Отпускная цена | Руб | 140 |
| 16 | Прибыль | Руб | 33,73 |
| 17 | Рентабельность | % | 31,74 |
| 18 | Материалоемкость | % | 71,68 |
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...



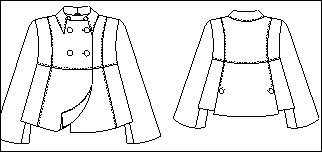
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
0 комментариев