Изготовление и использование пищевых красителей
Основные процессы производства антоциановых красителей
Современные конструкции
Экспериментальная часть
Расчеты, подтверждающие работоспособность разрабатываемого объекта
Приближенный расчет рабочей поверхности мембран
Расчет конструкции опорных элементов мембранного фильтра
Расчет болтового соединения
Выбор приборов контроля, регуляторов и средств автоматизации
Химические опасные и вредные факторы
Безопасность в чрезвычайных ситуациях
Цели и задачи проекта
Расчет дополнительных текущих расходов при реализации проекта
Навигация
Выбор приборов контроля, регуляторов и средств автоматизации
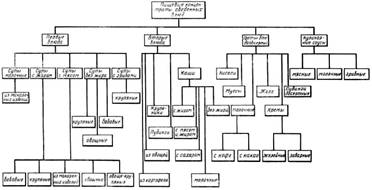
Способы производства пищевых красителей
114479
знаков
11
таблиц
13
изображений
4.1. Выбор приборов контроля, регуляторов и средств автоматизации
Таблица 4.2 Спецификация приборов и средств автоматизации
| Позиционный номер | Измеря-емый параметр | Место установки | Наименование и характеристика прибора | Тип прибора | Количество | Завод изготовитель | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| 1а, 2а, 3а, 4а, 5а, 6а, 7а, 8а | Темпе-ратура | На аппарате | Термометр сопротивления медный. Градуировка 23. Предел измерений -50 - +250°С. Класс точности прибора 0.1 | ТСМ–6097 (град. 23). | 8 | Приборо-строите-льный завод, Луцк. | |
| 1б, 2б, 3б, 4б, 5б, 6б, 7б, 8б | -//- | На щите | Одноточечный показывающий и регистрирующий прибор. Основная погрешность ±1.5 | ДИСК-250и-2431 | 8 | «Тепло-прибор», Челябинск. | |
| 1в, 3в, 5в, 7в | -//- | Электро-пневматический преобразователь | ЭПП-63 | 4 | «Энерго-прибор», Москва | ||
| 1г, 3г, 5г, 7г | -//- | Переключатель | ПП-7 | 4 | «Газприбор-автоматика», Калининград | ||
| 1д, 3д, 5д, 7д | Трубоп-ровод | Регулирующий клапан | 25ч30нж | 4 | «Красный профинтерн», Гусь – Хрустальный | ||
| 9а-12а | Давле - ние | Трубоп-ровод | Пневмосиловой - датчик | МП–П2 | 3 | «Манометр», Москва | |
| 10б, 12б | -//- | На щите | Вторичный показывающий и регистрирующий прибор | ПВ4.2П | 2 | «Тизприбор, Москва | |
| 10в, 12в | -//- | Пневмо-электрический преобразователь | ПЭ–55М | 2 | Чебоксарский завод электри-ческих исполни-тельных механизмов | ||
| 9б, 11б | -//- | Вторичный показывающий и регистрирующий прибор | ПВ10.1П | 2 | «Тизприбор», Москва | ||
| 9в, 11в | -//- | Пропорционально-интегральный регулятор | ПР3.31 | 2 | «Тизприбор», Москва | ||
| 9г, 11г | -//- | Пневмоэлектрический преобразователь | ПЭ-55М | 2 | Чебоксарский завод электри-ческих исполни-тельных механизмов | ||
| 9д, 12д | -//- | Электро-пневматический преобразователь | ЭПП-63 | 2 | «Энерго-прибор», Москва | ||
| 9е, 11е | -//- | Переключатель | ПП-7 | 2 | «Газприбор-автоматика», Калининград | ||
| 13, 14 | Расход | Трубопровод | Счётчик. Основная погрешность ±2. Максимальная температура воды 90 °С. | ВВГ-50 | 2 | «Теплоприбор», Рязань | |
| 15а…18а, 16б, 18б | Уровень | Трубоп-ровод | Датчик емкостной. Основная погрешность ±2. | ДЕ–4А | 6 | «Теплоприбор», Рязань | |
| 15б, 16в, 17б, 18в | -//- | На щите | Регулятор – сигнализатор уровня | ЭСУ–1М | 4 | «Теплоприбор», Рязань | |
| 15в, 16г, 17в, 18г | -//- | Переключатель | ПП-7 | 4 | «Газприбор-автоматика», Калининград | ||
| 17а – 19а | -//- | Усилитель | Sitran | 2 | «Юнион Компании», США | ||
| КМ1…КМ5 | По месту | Магнитный пускатель | ПМЕ–123.1 | 5 | Саранский приборо-строительный завод | ||
| SB1… SB3 | На щите | Кнопка | КУ–123–12–У2 | 3 | -//- | ||
| SA1 | На щите | Универсальный переключатель | УП-5300 | 1 | -//- | ||
| HL1 – HL11 | На щите | Сигнальная лампа | СЛ-220 | 11 | -//- | ||
Одним из важнейших направлений научно-технического прогресса является автоматизация и механизация производства. Они призваны, коренным образом преобразовать рабочие места, сделать труд рабочих, интеллигенции более производительным, творческим, привлекательным. Это одно из важнейших социальных задач в настоящее время. Уровень автоматизации в среднем по стране и в народном хозяйстве постоянно возрастает.
Современный этап автоматизации опирается на революцию в электровычислительной технике.
Измерение и регулирование температуры в реакторе во время экстракции осуществляется контуром 1. Сигнал с термометра сопротивления ТСМ-6097 (1а) поступает на вторичный прибор - автоматический уравновешенный мост ДИСК–250И-2431 (1б) со встроенным пневматическим регулятором. В результате сравнения вырабатывается управляющие воздействие, которое через переключатель кнопочный ПП-7 (1г, 3г) поступает на регулирующий клапан с пневмоприводом 25ч30нж (1д).
В режиме непосредственного цифрового управления (НЦУ) сигнал 0-5мА с выхода прибора ДИСК–250И-2431 поступает на вход ЭВМ, где в АЦП сигнал преобразуется в цифровой вид и подается на процессор ПРЦ где происходит его обработка. Текущее значение температуры выводится на дисплей и печать. Далее ЭВМ вырабатывает управляющие воздействие, которое, преобразуясь в ЦАП в аналоговый сигнал, поступает на электропневматический преобразователь ЭПП – 63 (1в, 3в), где преобразуется в стандартный пневматический сигнал 0,2–1 кгс/см2. Который поступает через переключатель ПП-7 и мембранный привод в регулирующий клапан 25ч30нж (1д).
Контроль и регулирование температуры в реакторе во время выпаривания (контур 5) и регенирированого спирта (контур 7) проводится контуром аналогичным 1.
Измерение температуры пара в рубашке реакторов (контур 2 и 6), воды подаваемой для охлаждения в теплообменики(контур 4) осуществляется контуром, построенным аналогично контуру 1 и не включающим приборы для регулирования соответственно.
Регулирование и контроль давления в реакторах осуществляется контуром 9. Измерение давления осуществляется пневмосиловым датчиком МП–П2 (9а), пневматический сигнал с которого подается на вторичный прибор ПВ10.1П со станцией управления (9б). Где сигнал обрабатывается и выработанный пропорциональный текущему значению сигнал подается на пневматический ПИ регулятор ПРЗ.31 (9в), с которого управляющий стандартный пневматический сигнал подается на мембранный исполнительный механизм 25Ч32НЖ (9ж) через переключатель ПП–7 (9е).
В режиме НЦУ стандартный пневматический сигнал с датчика МП – П2 поступает на пневмоэлектрический преобразователь ПЭ–55М (9г), у которого выходной сигнал 0–5 мА и оттуда передается в АЦП ЭВМ. Там он преобразовывается в цифровую форму в которой подается на ПРЦ и далее на дисплей и печать. Управляющий сигнал из процессора пропорционально текущему значению подается ЦАП, преобразующий его в электрический сигнал 0-5 мА. Этот сигнал поступает на вход электропневматического преобразователя ЭПП–63. С него пневматический сигнал через переключатель ПП-7 в подается на исполнительный механизм 25Ч32НЖ (9ж).
Аналогично регулируется давление контуром 11 в реакторе во время выпаривания.
Измерение давления в реакторе осуществляется контуром 9 состоящим из пневмосилового датчика МП–П2 (4а). Унифицированный пневматический сигнал, с которого подается через вторичный пневматический самопишущий прибор ПВ4.2П (4б), который показывает и регистрирует текущее значение давления.
В режиме НЦУ стандартный пневматический сигнал с датчика поступает через пневмоэлектрический преобразователь ПЭ–55М (4в) в АЦП ЭВМ. в АЦП ЭВМ он преобразуется в цифровой вид и поступает далее на ПРЦ для обработки. Далее текущее значение давления выводится на дисплей и печать.
Аналогичным образом происходит контроль давления контуром 10.
Количество спирта поданного в цех измеряется счетчиком расходомером ВВ–50 (14).
Уровень спирта в реакторе емкости контролируется и регулируется контуром 15. Состоящим из первичного прибора ДЕ-4А (13а). При соприкосновении с датчиком пива происходит срыв колебаний, резко увеличивается ток в анодной цепи и срабатывает реле МКУ–48 (13б). Управляющий сигнал с рыле через переключатель УП–5300 (13в) поступает на магнитный пускатель ПМЕ–123.1 (КМ1) управляющий работой соответствующего электродвигателя.
Аналогично контролируется и регулируется уровень экстракта контуром 15.
Запуск в работу двигателя осуществляется посредствам нажатия кнопок КУ–123–12–У2. При нажатии кнопки замыкаются контакты магнитного пускателя ПМЕ–123.1 приводящего в действие соответствующий двигатель.
В режиме НЦУ согласно заложенной программе сигнал с ПРЦ преобразуясь в БДВыв в дискретный токовый сигнал поступает на усилитель (27а), а с него через переключатель УП–5300 на магнитный пускатель, приводящий в действие соответствующий двигатель.
5. Безопасность и экологичность проекта
5.1 Требования безопасности к технологическому оборудованию
Безопасность рабочих во многом зависит от свойства производственного оборудования сохранять безопасное состояние при выполнении заданных функций в определенных условиях в течение установленного времени. Повышенная опасность оборудования определяется наличием опасных и вредных факторов, которые при нарушении тех или иных правил техники безопасности могут привести к аварии или несчастному случаю.
Производственное оборудование для удаления выделяющихся в процессе работы вредных, взрыво- и пожароопасных веществ непосредственно от мест их образования и скопления оборудовано вытяжными устройствами. Его конструкция выполнена таким образом, чтобы исключить возможность случайного соприкосновения рабочих с горячими частями, а также предусматривает защиту от поражения электрическим током.
5.2 Производственная безопасность
5.2.1 Опасные и вредные производственные факторы
5.2.1.1 Физические опасные и вредные факторы
Опасной зоной являются помещения в которых расположены экстракторы и выпарные установки работающие под вакуумом и имеющие паровую рубашку, мешалку.
Основным опасным фактором в них являются пары спирта ( предельно допустимая концентрация паров спирта в воздухе рабочей зоны 1000 мт/м3), получаемые в процессе экстрагирования и выпаривания, они угрожают возможностью взрыва, который может произойти в результате отказа вытяжных устройств, а также по причине несоблюдения правил безопасности обслуживающим персоналом. Другой причиной травматизма может стать паровая рубашка, которая должна иметь изолирующие покрытие, обеспечивающие температуру открытых поверхностей не выше 40 ºС. Также во время проведения работ внутри аппаратов на выключателях должны висеть таблички с надписью – не включать. Для предотвращения случайного включения привода мешалки. Экстракторы и выпарные установки измерительно-контролирующей и автоматической арматурой для предотвращения аварийных ситуаций.
Другой опасной зоной является область вращения ножей протирочной машины и дисков пальцевой дробилки, в которых опасными фактарами являются вращающиеся части. Для предупреждения несчастных случаев в них установлены концевые выключатели, срабатывающие при открывании крышки. Приводы закрыты кожухами.
На производстве используется переменный трехфазный ток с напряжением 380 В, подаваемый с промышленной подстанции. Для предотвращения поражения рабочих током предусмотрены следующие меры защиты: изоляция и недоступность токоведущих частей; все провода машин заключены в закрытые кожухи; предусмотрена блокировка электродвигателя; установлена опознавательная сигнализация и предупреждающие знаки, а также заземление. Помещение цеха относится к третей категории по опасности поражения электрическим током по причине наличия высокой температуры и полов облицованных керамической плиткой.
Вредным фактором является повышенный уровень шума. Основной причиной его возникновения являются электродвигатели переменного тока с уровнем шума 97 дБ на частоте 1000 Гц, что превышает допустимые значения 85 дБА, поэтому используются звукоизолирующие кожухи.
Электродвигатели так же является источником вибрации. Уровень виброскорости на частоте 31,5 Гц не превышает 92 дБ, что соответствует допустимым нормам. Для снижения уровня виброскорости корпуса оборудования расположены на фундаменте.
Освещенность помещений играет важную роль, т.к. она уменьшает потенциальную опасность многих производственных факторов, создает нормальные условия труда, повышает общую производительность. Освещение отвечает следующим требованиям – равномерность, отсутствие резких теней и блескости. В помещении присутствует боковое естественное освещение и рабочие искусственное. При этом ведутся работы четвертого разряда точности.
Таблица 5.1 - Нормы освещенности рабочих мест
| Участок работ | Естественное освещение | Искусственное освещение | ||
| система освещения | КЕО, % | система освещения | Е, лк | |
| Цеха производства красителя | боковая | 1,5 | рабочая | 200 |
По конструктивным особенностям сложно обеспечить необходимую степень естественного освещения, поэтому рекомендуется использовать совмещенное. Контроль освещенности помещений должен осуществляется не реже одного раза в год.
По тяжести физических работ, работа в цехах по производству красителя относится к работам средней тяжести категории IIа. Параметры микроклимата на рабочем месте соответствующие категории IIа представлены в таблице .
Таблица 5.2 – Параметры микроклимата
| Период года | Категория работ | Температура, 0С | Относительная влажность, % | Скорость воздуха | ||||
| Оптимальная | Допустимая | Оптимальная | Допустимая | Оптимальная | Допустимая | |||
| Верхняя граница | Нижняя граница | |||||||
| холодный и переходный | II а | 18-20 | 23-24 | 17-15 | 40-60 | 75 | 0.2 | ≤0,3 |
| теплый | II а | 21-23 | 27/29 | 18/17 | 40-60 | 65 (26) | 0,3 | 0,2-0,4 |
Похожие работы
... маскировать с помощью красителей изменение цвета продукта, вызванное его порчей, нарушением технологических режимов или использованием недоброкачественного сырья. Итак, пищевые красители бывают натуральными (природными) и синтетическими (это органические соединения, в природе не встречающиеся, то есть искусственные). Однако и натуральные красители иногда подвергают химической модификации для ...
... тушеный с мясом» «Рагу овощное с мясом» Картофель сушеный 72,35 62,35 48,8 Жир 15,0 15,0 15,0 Мука пшеничная – – 5,0 Томатный порошок – – 5,0 Перец черный 0,05 0,05 0,1 Мясо сушеное – 10,0 10,0 5.3 Пищевые концентраты сладких блюд (десертов) Сухие кисели Сухие кисели представляют собой смесь сахара-песка, картофельного крахмала и плодового или ягодного ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...
... функций печени и почек. Антимикробное действие солей муравьиной кислоты формиатов зависит в значительной степени от величины рН. Согласно рекомендациям Объединенного комитета эксперток ФАО/ВОЗ по пищевым добавкам допустимое суточное потребление муравьиной кислоты и ее солей не должно превышать 0,5 мг на 1 кг массы тела. Уксусная кислота (Е 260) применяется в пищевой промышленности особенно при ...
0 комментариев