Основные показатели, характеризующие конкурентоспособность предприятия
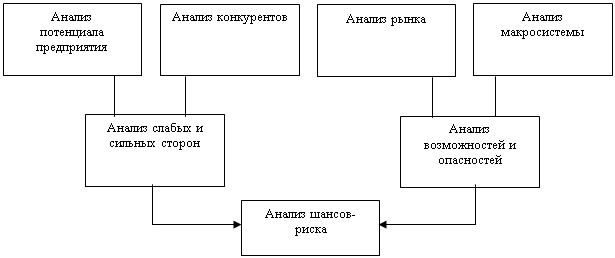
Методы анализа конкурентоспособности предприятия
Показатели прибыльности
Анализ конкурентоспособности ОАО «Балаковский завод запасных деталей»
Анализ конкурентоспособности ОАО «БЗЗД»
Бизнес-планирование как фактор повышения конкурентоспособности ОАО «Балаковский завод запасных деталей» в современных условиях»
Прогнозные финансовые показатели реализации бизнес-проекта
Расчет чистой приведенной стоимости проекта
Навигация
Бизнес-планирование как фактор повышения конкурентоспособности ОАО «Балаковский завод запасных деталей» в современных условиях»
Бизнес-планирование процессов как фактор конкурентоспособности ОАО "Балаковский завод запасных деталей" в современных рыночных условиях
95648
знаков
20
таблиц
3
изображения
3. Бизнес-планирование как фактор повышения конкурентоспособности ОАО «Балаковский завод запасных деталей» в современных условиях»
3.1 Бизнес-план реконструкции участка чугунного литья на предприятии
Общая характеристика проекта.
ОАО «БЗЗД» предполагает закупить и установить дополнительное оборудование для выпуска новой продукции – анкера АРС-4 (чертеж АРС-04.08.005-02) в количестве 1 800 000 штук (900 000 комплектов) в год.
Это также позволит заново наладить остановленный выпуск тормозных колодок общим количеством 30 000 штук в месяц.
Главной целью предприятия при этом является получение прибыли за счет производства и реализации конкурентоспособной продукции.
Реализация бизнес-плана позволит решить следующие задачи:
- удовлетворить потребности рынка в указанной продукции;
- обеспечить загруженность производственных площадей.
Пружинное анкерное рельсовое скрепление АРС-4 предназначено для прикрепления рельсов к бетонному основанию звеньевого и бесстыкового железнодорожного пути на прямых и кривых участках, в том числе высокоскоростных магистралях, на линиях с любой грузонапряженностью и осевыми нагрузками подвижного состава, а также в тоннелях и метрополитенах.
Для осуществления названного проекта в условиях нашего предприятия необходимо произвести реконструкцию имеющегося производственного участка черного литья: приобрести и установить новое оборудование (плавильное, смесеприготовительное, формовочное и стержневое). Необходимо закупить индукционные плавильные печи ИЧТ, бегуны смешивающие, формовочный автомат, стержневой комплекс и экспресс-лабораторию.
Капитальные вложения на приобретение оборудования составят приблизительно 37 млн. рублей, на доставку и строительно-монтажные работы – около 3 млн. рублей. Вышеперечисленные работы и покупка необходимого оборудования составит около 40 млн. рублей (см. таблицу 5).
Характеристика основного производства.
Реализацию данного проекта предлагается осуществить на действующих площадях участка черного литья литейного цеха. Дополнительных площадей не предусматривается. В наличии имеются инженерные коммуникации, железнодорожные подъезды, коммуникации связи. Действующее производство обеспечено квалифицированными кадрами рабочих и ИТР. Ремонт оборудования и изготовление спецоснастки производится собственными силами завода.
Структура литейного производства ОАО «БЗЗД»: модельный участок, плац для чугунного литья в землю, участки черного и цветного литья. Перечень средств производства, технологического оборудования, машин и механизмов: две вагранки с паспортной производительностью 3 тонны жидкого литья в час, работающие попеременно, через день. Во время остановки производится слив шлака, ремонт футеровки копильника, ствола вагранки и другие ремонтные работы.
В качестве топлива в вагранках используется кокс, норма расхода которого на 1 тонну годного литья составляет 320 кг.
Имеется комплекс оборудования для очистки продуктов сгорания кокса (камера дожигания СО в СО2, циклоны мокрой и сухой очистки), которое тоже требует периодического ремонта.
Выплавленный чугун заливается в земляные формы, изготавливаемые на формовочных машинах марки 271 в опоках размером 400х350 мм, на формовочных машинах марки 233 в опоках размером 1280х800 мм, и установленные на площадках конвейера.
Конвейер обслуживается 6 формовочными машинами (4 рабочие и 2 резервные).
Количество заготовок в форме – 1 шт. Механизированная выбивка, галтовочные барабаны, полуавтоматическая формовка, стержневой участок, копер, сушка песка, конвейер подачи земли, подготовка земли. Производительность литейного цеха: 610 тонн годного литья в месяц при работе на двух вагранках попеременно в три смены.
Оценка рынка сбыта продукции, намечаемой к выпуску.
Внедрение пружинного скрепления АРС является новым прогрессивным направлением по применению на железных дорогах взамен ШС-1КБ с клемно-болтовым скреплением. Впервые в стране с 1991 года на Елецкой дистанции пути ЮВЖД эксплуатируется участок пути со скреплением АРС.
АРС прост, надежен, долговечен, безопасен и экономически эффективен. Главная его особенность – объединение работы двух клеммных прикрепителей в узле скрепления в единую систему. Благодаря этому повышается прочность шпалы в подрельсовой зоне (зоне контакта с анкером). Более чем вдвое увеличивается срок службы железобетонной шпалы в главном пути без капитального ремонта, повышается стабильность рельсовой колеи, многократно снижаются затраты на его текущее содержание. Прочная и надежная конструкция АРС гарантирует высокую скорость движения поездов и не требует постоянного внимания монтеров пути, так как не имеет болтов, требующих периодической смазки и подкручивания гаек. При этом улучшается динамика взаимодействия пути и подвижного состава, снижающая износ рельса, повышая тем самым срок его службы. А если необходимо заменить рельс, то для этого уже не придется полностью снимать путевую решетку, срезать автогеном намертво схваченные болты скреплений КБ и после переборки старой решетки заново собирать звенья и перекладывать их на малодеятельные участки. АРСу это не требуется. Он уложен один раз на полный срок службы железобетонной шпалы. К тому же АРС вполне приспособлен и для использования в тоннелях и метрополитенах.
К производству нового скрепления уже приступили шпальные заводы в Лисках (Юго-Восточная железная дорога), Вязьме (Московская железная дорога), Чудове (Октябрьская железная дорога) и Энгельсе (Приволжская железная дорога).
Их суммарная производственная мощность позволяет укладывать более 1 тысячи километров пути. В настоящий момент потребности рынка в этих деталях позволяют нашему предприятию наладить производство и сбыт анкера АРС-4 до 1800 тыс.штук в год.
Размер инвестиций.
Потребность в инвестиционных вложениях на реализацию этого проекта представлена в таблице 5.
Таблица 5
Инвестиционные затраты по проекту
млн. рублей
| № | Статьи затрат | Всего | В том числе по годам | ||
| 1 год | 2 год | 3 год | |||
| 1 | Капитальные вложения по проекту, всего: | 40,0 | 40,0 | ||
| в том числе: | |||||
| приобретение оборудования | 37,0 | 37,0 | |||
| доставка оборудования | 1,0 | 1,0 | |||
| строительно-монтажные работы и пуско-наладка | 2,0 | 2,0 | |||
| 2 | НИОКР (не входящие в состав капвложений) | - | - | ||
| 3 | Другие инвестиции в период освоения производственных мощностей и эксплуатации | - | - | ||
| 4 | Итого (стр. 1+2+3) | 40,0 | 40,0 | ||
Реализация предложенных мероприятий может быть осуществлена в следующей последовательности (таблица 6).
Таблица 6
Инвестиционный план по проекту
| № | Наименование мероприятия | Производитель оборудования | Стоимость (млн. рублей) |
| Приобретение оборудования: | |||
| 1 | Печи индукционные ИЧТ | г.Новозыбко | 6,7 |
| 2 | Бегуны смешивающие | «Литаформ» г.Москва | 5,8 |
| 3 | Формовочный автомат | фирма «Диза» Дания | 13,5 |
| 4 | Стержневой комплекс | Италия | 10,4 |
| 5 | Экспресс-лаборатория | г.Санкт-Петербург | 0,6 |
| ИТОГО ОСНОВНЫХ ФОНДОВ | 37,0 |
Технологический раздел.
Особое внимание заостряем на изделии анкер АРС-4 (далее «анкер»).
Определяем программу в месяц: 900000 компл. в год Þ 75000 компл. в мес. Þ 150000 шт. «Анкера» в месяц.
Определяем расход материалов: вес изделия 5 кг., материал ВЧ-40 Þ 150000 х 5 = 600000 кг Þ 600 тн. – годного литья в месяц.
Выход годного литья » 45%, угар » 5% Þ для получения 1 тн.годного литья потребуется 2 тн.жидкого металла.
Итого в месяц потребуется: 600 х 2 = 1200 тн.жидкого металла Þ 443,3/21 р.д. = 57 тн.жидкого металла в сутки.
Для производства тормозных колодок общим количеством 30 000 штук в месяц потребуется дополнительно 693 тн.жидкого литья в месяц (на производство 1 колодки требуется 21 кг жидкого литья).
30000 х 0,021 х 1,1 = 693 тн.жидк.металла/мес.
693 : 21 = 33 жидкого металла в сутки.
Общее количество требуемого количество жидкого литья составит:
57 + 33 = 90 тн.жидкого металла в сутки.
Определяем необходимое оборудование:
Расчет плавильного агрегата:
1 плавка Þ 1 час + 20% (на технологические перерывы) Þ 1,2 часа
24/1,2 = 20 плавок в сутки.
90 тн.ж.м./20 пл. = 4,5 тн. – объем одной плавки.
Для избежания задержки плавки, металл из печи необходимо переливать в миксер или в качестве миксера использовать электропечь той же емкости. Поскольку индукционные электропечи нормализованы в зависимости от емкости тигля и выпускаются с номинальной емкостью 1-2-3-6-10-16 тн., то выбираем 2 индукционные плавильные печи УИП-3600-0,25-6,0х2Г емкостью тигля 6 тонн каждая и производительностью 5,33 тн. жидкого литья/час каждая.
Технические характеристики печи индукционной УИП-3600-0,25-6,0х2Г:
Емкость тигля номинальная, т- 6
Производительность, тн. жидк.литья/ч- 5,33
Расход охлаждающей воды, м3/ч- 82 Удельный расход электроэнергии на расплавление и перегрев, кВт/ч - 540 В части преимуществ индукционной печи в сравнении с вагранками, можно констатировать следующее.
Электропечи индукционные тигельные УИП фирмы «Рэлтек» предназначены для индукционной плавки и перегрева чугуна токами высокой частоты. Вид нагрева – индукционный. Основной выплавляемый материал – чугун. Основной конструктивный признак – тигельная.
Достоинства индукционных печей ИЧТ:
- нагрев металла идет изнутри, меньше потери на угар шихтовых материалов;
- активное перемешивание металла;
- точная регулировка температуры расплава;
- мгновенная готовность к работе;
- высокая скорость плавки;
- малые удельные показатели потребления электроэнергии на тонну выплавленного металла;
- сохранение качества питающей сети;
- экологичность технологического процесса при плавке, печи почти не выделяют дыма и газа (если работают на незагрязненной шихте),
- меньше производят шума, меньше расходуется огнеупоров.
Недостатками являются:
- холодный шлак;
- печи технологически пассивны, качественный металл можно получить только из высококачественной шихты.
Технологический процесс производства состоит из следующих стадий:
Электропечь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемая катушка – индуктор, вторичной обмоткой и одновременно нагрузкой – находящийся в тигле металл. Нагрев и расплавление металла происходит за счет протекающих в нем токов, которые возникают под воздействием электромагнитного поля, создаваемого индуктором. При этом возникают также электродинамические силы, которые создают интенсивное перемещение металла, обеспечивающее равномерность температуры и однородность расплавленного металла.
Собственно электропечь конструктивно выполнена в виде рамы, внутри которой размещается быстросъемный плавильный узел, состоящий из индуктора, магнитопроводов, сварного корпуса, футеровки, подины, набивного тигля, и верхнего футерованного пояса – воротника.
Тигли печей изготовляются из кварцита молотого. Средняя стойкость футеровки тигля достигает 1 месяцев при 350-450 плавках в месяц. Плавка ведется с полным сливом металла, при этом тигель испытывает частые теплосмены, или с остаточной емкостью. Это зависит от способа загрузки, периодической чистки, мелкого ремонта и качества изготовления тигля, а также от соблюдения технического режима обжиговой плавки и др.
Помимо технико-технологических характеристик требуемого оборудования существенным фактором реализации бизнес-предложений является фактор обеспечения организации источниками финансирования и сроками окупаемости проекта (возврата средств) (см. табл. 7, 8). Коммерческий раздел. Таблица 7Источники финансирования заявленного проекта
млн. рублей
| № | Наименование | Всего |
| 1 | Собственные средства | - |
| 2 | Возвратные, платные средства российских коммерческих банков (финансовых компаний, фондов), всего: | 37,0 |
| Условия предоставления кредита: сумма кредита– 37 млн. руб.; годовая процентная ставка – 9%; срок кредита –3 г. | ||
Таблица 8
График возврата заемных средств
млн. рублей
| № | Наименование | Всего | В том числе по годам | ||
| 2009 г. | 2010 г. | 2011 г. | |||
| 1 | Выплата процентов по заемным средствам, всего: | 9,99 | 3,33 | 3,33 | 3,33 |
| в том числе: | |||||
| Возвратные, платные средства российских коммерческих банков (финансовых компаний, фондов), всего | 9,99 | 3,33 | 3,33 | 3,33 | |
| 2 | Возврат заемных средств (погашение основного долга) | 37,0 | - | - | 37,0 |
Вариант схемы кредитования.
Кредит погашается в конце срока кредитования, а начисление и выплата процентов производятся ежемесячно. Амортизация начисляется линейным методом.
При получении кредита на покупку имущества расходы представляют собой выплату основной суммы долга, процентов по кредиту и налога на имущество.
Налогообложение при кредитовании.
Применение амортизации в обычном порядке. При приобретении имущества в собственность за счет получения кредита законодательством не предусмотрены какие-либо особенности применения ускоренной амортизации. Как и в любом другом случае возможна ускоренная амортизация при эксплуатации этого имущества в агрессивной среде или в условиях повышенной сменности (максимальный коэффициент не выше 2). Однако, в большинстве случаев возможность ускоренной амортизации собственного имущества законодательством не предусмотрена.
Таблица 9
Плановые калькуляции на продукцию.
| Вч40 | май 2008г. | |||
| Наименование затрат | Ед. изм. | Цена за кг | Расходы: | |
| по плану | ||||
| на тонну | ||||
| колич. | сумма | |||
| Возврат | кг | 7,81 | 999,90 | 7809,22 |
| Чугун литейный Л3 | 15,44 | 888,80 | 13722,32 | |
| Лом стальной углерод.1А | 8,47 | 333,30 | 2824,58 | |
| Ферросилиций ФС-75 сверх 100% | 37,41 | 11,10 | 415,25 | |
| Модификатор ДМК7 сверх 100% | 81,00 | 33,30 | 2697,30 | |
| Итого загрузка | 2222,00 | 27468,67 | ||
| Угар | 222,20 | |||
| Итого за минус. угара | 1999,80 | 27468,67 | ||
| Топливо: электроэнергия | кВт | 1,80 | 540,00 | 972,00 |
| Итого завалки | 1999,80 | 28440,67 | ||
| Трансп.-загот. расходы | 2063,14 | |||
| ИТОГО | 1999,80 | 30503,81 | ||
| Зарплата основная | 221,36 | |||
| Начислен. на з/плату | 60,43 | |||
| Цеховые расходы | 557,83 | |||
| Расходы, связ. с раб. обор. | 0,00 | |||
| Общезаводские расходы | 513,56 | |||
| Себестоимость Вч40 | ||||
| без общезав. расх. | 1999,80 | 31343,43 | ||
| с общезав. расх. | 1999,80 | 31856,99 | ||
| Жидкий чугун | 0,00 | 1999,80 | 31343,43 | |
| 1999,80 | 31856,99 | |||
| Отходы: литники | 666,60 | 5206,15 | ||
| Исключается брак внутренний | 333,30 | 2603,07 | ||
| Итого литья без общезав. расх. | 999,90 | 23534,21 | ||
| с общезав. расх. | 999,90 | 24047,77 | ||
| Зарплата основная | 1705,20 | |||
| Вспомогательные материалы | 1168,90 | |||
| Начисления на з/плату | 465,52 | |||
| Специальные расходы | 0,00 | |||
| Цеховые расходы | 4297,10 | |||
| Расходы, связ. с раб. оборудов. | 0,00 | |||
| Итого годного литья | 999,90 | 31170,93 | ||
| 31684,49 | ||||
| Всего потерь от брака | 999,90 | 7843,69 | ||
| Общезаводские расходы | 3956,06 | |||
| Полная себестоимость | ||||
| без общезав. расх. | 999,90 | 39014,63 | ||
| с общезав. расх. | 1000 | 43484,25 | ||
| Выход годного литья в % | 45,00 | |||
| Чугун модиф.(локомот.тормозн колодки) | на | май.08 | |
| Наименование затрат | Цена за кг | Расходы: | |
| кол-во | сумма | ||
| Возврат | 7,81 | 645,70 | 5042,92 |
| Чугун передельный ПЛ-2 | 10,55 | 366,50 | 3866,58 |
| Лом стальной углерод.1А | 5,90 | 136,10 | 802,99 |
| Лом чугунный 17А | 6,40 | 541,00 | 3462,40 |
| Ферромарганец ФМn-70-3 | 38,26 | 14,00 | 535,64 |
| Феррофосфор ЧМТУ-5-29-70 | 21,45 | 41,90 | 898,76 |
| Силикокальций СК-15-3 | 47,59 | 5,50 | 261,75 |
| Силикобарий СБ-15 | 74,65 | 5,50 | 410,58 |
| Итого загрузки | 1745,20 | 15281,60 | |
| Угар | 99,48 | ||
| Итого за минусом угара | 1645,72 | 15281,60 | |
| Топливо: электроэнергия | 1,80 | 540,00 | 972,00 |
| Итого завалки | 1645,72 | 16253,60 | |
| Транспортно-заготовительные расходы | 1165,33 | ||
| ИТОГО | 1645,72 | 17418,93 | |
| Зарплата основная | 255,62 | ||
| Начислен. на з/плату (Соц. Страх.) | 69,78 | ||
| Цеховые расходы | 644,16 | ||
| Расходы, связ. с раб. обор. | 0,00 | ||
| Общезаводские расходы | 593,04 | ||
| Себестоимость жидкого Чугун модиф.(локомот.тормозн колодки) | |||
| без общезав. расх. | 1645,72 | 18388,49 | |
| с общезав. расх. | 1645,72 | 18981,53 | |
| 1645,72 | 18981,53 | ||
| Отходы: литники | 471,20 | 3680,07 | |
| Исключается брак внутренний | 174,52 | 1363,00 | |
| ИТОГО литья без общезав. расх. | 1000,00 | 13345,42 | |
| ИТОГО литья с общезав. расх. | 1000,00 | 13938,46 | |
| Зарплата основная | 490,25 | ||
| Вспомогательные материалы | 442,60 | ||
| Начисления на з/плату | 133,84 | ||
| Специальные расходы | 0,00 | ||
| Цеховые расходы | 1235,43 | ||
| Расходы, связ. с раб. оборудов. | 0,00 | ||
| Итого годного литья без общезав. расх. | 1000,00 | 15647,54 | |
| Итого годного литья с общезав. расх. | 1000,00 | 16240,58 | |
| Всего потерь от брака | 1846,16 | ||
| Общезаводские расходы | 1137,38 | ||
| Полная себестоимость | |||
| без общезав. расх. | 1000,00 | 17493,70 | |
| с общезав. расх. | 1000,00 | 19224,12 | |
| Выход годного литья | 57,30% | ||
| Анкер АРС-4 | ||
| № п\п | Наименование статей затрат | Сумма, руб. |
| 1 | Стоимость материала за вычетом отходов | 153,68 |
| 2 | Основная заработная плата | 9,63 |
| 3 | Единый социальный налог | 2,63 |
| 4 | Топливо и энергия на технологию литья | 4,86 |
| 5 | Общецеховые расходы | 24,27 |
| 6 | Общезаводские расходы | 22,35 |
| 7 | Производственная себестоимость | 217,42 |
| 8 | Внепроизводственные расходы | 5,44 |
| 9 | Полная себестоимость | 222,86 |
| 10 | Накопления | 10,14 |
| 11 | Оптовая цена | 233,00 |
| 12 | НДС | 49,50 |
| 13 | Отпускная цена | 274,94 |
| Колодка локомотивная 01.6.920.3.295.000 Р-2544-00сб | ||
| № п\п | Наименование статей затрат | Сумма, руб. |
| 1 | Стоимость материала за вычетом отходов | 209,70 |
| 2 | Основная заработная плата | 10,67 |
| 3 | Единый социальный налог | 2,91 |
| 4 | Общезаводские расходы | 24,74 |
| 5 | Общецеховые расходы | 26,88 |
| 6 | Производственная себестоимость | 274,90 |
| 7 | Лицензия 3% | 8,25 |
| 8 | Внепроизводственные расходы | 6,87 |
| 9 | Полная себестоимость | 290,02 |
| 10 | Накопления | 59,98 |
| 11 | Оптовая цена | 350,00 |
| 12 | НДС | 63,00 |
| 13 | Отпускная цена | 413,00 |
Подытоживая вышеизложенное можно сказать, что только комплексное решение имеющихся перед предприятием задач, как в части инвестиционной деятельности, так и технологической, позволит организации существенно укрепить свою конкурентоспособность.
Похожие работы
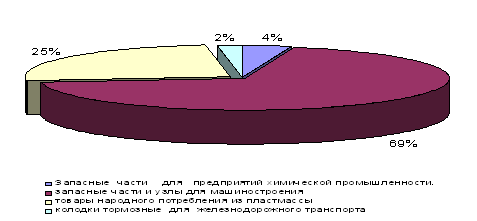
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...


... развития промышленности области, без прогнозно-плановых показателей товаропроизводителей она является необоснованной, то есть нарушается неоднократно упоминавшийся принцип обратной связи. Недостатком сегодняшнего планирования промышленного комплекса является, как ни странно, отсутствие целевых установок и обоснования необходимости достижения именно запланированного уровня показателей. Так, целью ...

... с наименьшими потерями, но и извлечь из него действительную пользу и укрепить предприятие. 2. Анализ эффективности деятельности по управлению предприятием ОАО "БРТ" в условиях кризиса 2.1 Организационно- экономическая характеристика предприятия История создания предприятия, носящего сейчас название ОАО "Балаковорезинотехника" восходит к середине 60-х годов. В этот период в СССР начала ...
... позволяет развивать корпоративные знания и опыт предприятия для инновационных изменений, сокращения времени для накопления практик и интеллектуальных активов и четкого позиционирования конкурентных преимуществ предприятия. Использование решения позволяет осуществлять единый сквозной поиск по всем источникам неструктурированных информационных ресурсов, включая Lotus Notes, Microsoft Exchange ...
0 комментариев