Навигация
Определение длины рамного рельса
27910
знаков
3
таблицы
9
изображений
1.3 Определение длины рамного рельса.
Длину рамного рельса (рисунок 1.4) определяем по формуле:
![]()
где q и q1 – соответственно передний и задний выступы рамного рельса, мм;
![]()
длине прямого![]()
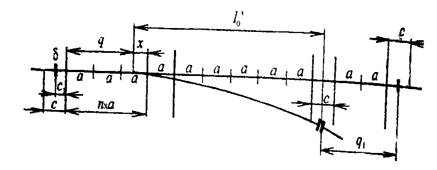
Рисунок 1.4 – Эпюра брусьев и шпал на стрелке
Передний и задний выступы рамного рельса определяются из условия раскладки шпал и брусьев под стрелкой.
Размеры переднего и заднего выступов рамного рельса определяют по формулам:
![]()
![]() , (1.15)
, (1.15)
где n, n1 – соответственно число пролётов между опорами в пределах переднего и заднего выступов рамного рельса; принимается n = 3…8 и n1 = 2…6 шт.
x – забег острия остряка, равен 41 мм (рисунок 1.5);
a – пролёт между осями брусьев, принимают равными 500…550 мм;
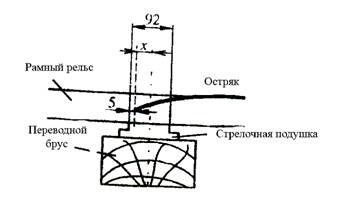
Рисунок 1.5 – Схема расположения острия остряка на флюгарочном брусе
![]()
![]()
![]()
1.4 Расчёт теоретической и полной длин стрелочного перевода.
Теоретическую длину стрелочного перевода находят по формуле (1.1).
![]()
Полная длина стрелочного перевода
![]()
![]()
Осевые размеры стрелочного перевода (рисунок 1.6) определяют по формулам:
![]()
![]()
![]()
![]()
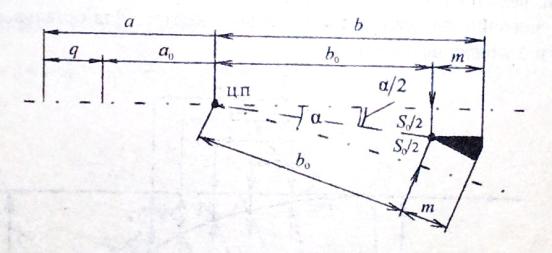
Рисунок 1.6 – Осевые размеры стрелочного перевода
![]()
![]()
![]()
![]()
1.5 Расчёт ординат переводной кривой.
Ординаты переводной кривой определяются следующим образом (рисунок 1.7). Начало координат располагают по рабочей грани рамного рельса против корневого стыка остряка и отсюда откладывают абсциссы x через каждые 2000 мм, вычисляя соответствующие им ординаты y.
Конечная абсцисса
![]()
Ординаты переводной кривой определяются по формуле:
![]() /(2R)+Δ, (1.22)
/(2R)+Δ, (1.22)
где yn – ординаты переводной кривой, соответствующие своим абсциссам, мм;
yo – ордината в корне остряка, мм;
xn – абсциссы переводной кривой, кратные 2000 мм;
β – стрелочный угол, доли град.;
Δ – поправка для соответствующей ординаты;
![]()
Величина Δ вначале определяется для конечной абсциссы xк по формуле
![]() . (1.24)
. (1.24)
Если для конечной абсциссы величина поправки Δк не превышает 1 мм, то её можно не учитывать и для остальных ординат не определять. В случае, когда эта величина превышает 1 мм, то она определяется для xn, xn-1и т. д., пока её значение не окажется меньше миллиметра. Для остальных ординат поправки Δ можно не определять.
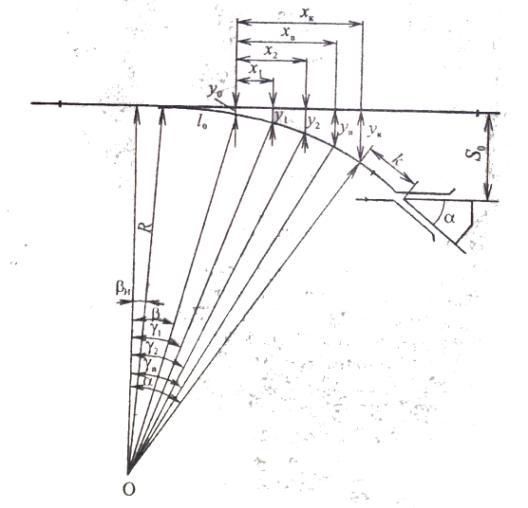
Рисунок 1.7 – Расчётная схема ординат переводной кривой
![]() =1390334(0,049939 – sin1,538094)=32113 мм.
=1390334(0,049939 – sin1,538094)=32113 мм.
Принимается:
x1=2000 мм; x2=4000 мм; x3=6000 мм; x4=8000 мм; x5=10000 мм; x6=12000 мм; x7=14000 мм; x8=16000 мм; x9=18000мм; x10=20000 мм; x11=22000 мм; x12=24000 мм; x13=26000 мм; x14=28000 мм; x15=30000 мм; x16=32000 мм; xк=32113 мм.
![]()
Расчёт ординат сводят в таблицу 1.1
Таблица 1.1 – Расчёт ординат переводной кривой
| xn,мм | y0 | xnsinβ | x2n/(2R) | Δ | yк |
| 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000 22000 24000 26000 28000 30000 32000 32113 | 152 | 53,68 107,37 161,05 214,73 268,42 322,1 375,78 429,47 483,15 536,83 590,51 644,2 697,88 751,56 805,25 858,93 861,96 | 1,44 5,75 12,95 23,02 35,96 51,79 70,49 92,06 116,52 143,85 174,06 207,14 243,11 281,95 323,66 368,26 370,86 | 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 | 207,12 265,12 326 389,75 456,38 525,89 598,27 673,53 751,67 832,68 916,57 1003,34 1092,99 1185,51 1280,91 1380,19 1384,82 |
Конечная ордината проверяется по формуле
![]()
![]()
Сравнивая значения yк, рассчитанные по формулам (1.22) и (1.25) можно сделать вывод, что разница не превышает 3 мм, следовательно, проверка выполняется.
Похожие работы
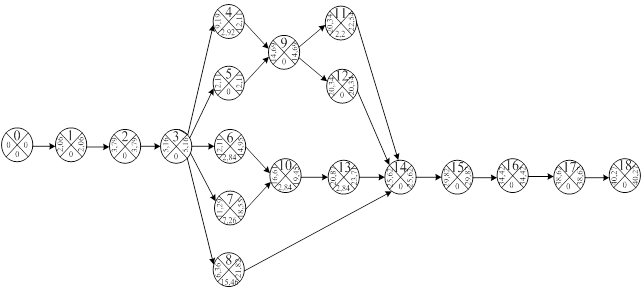
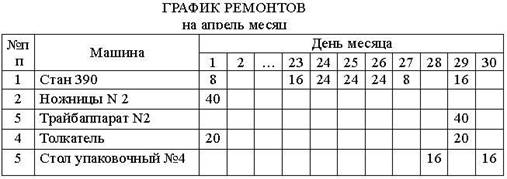
... Синица Л.М. Организация производства: Учебное пособие - Минск.: ИП "Экоперспектива", 1998. 4 Система планово-предупредительного ремонта технологического оборудования предприятий ГУ, 1979. 5 Суботина Л.Г. Организация и планирование ремонта технологического оборудования химических производств: Руководство для студентов. - Северск: СГТИ, 2003.- 28с. Приложение А Годовой план-график ремонта ...
... работникам всего: 2179600,94 в том числе: рабочих 1524600,94 ИТР, служащих и МОП 655000,00 4 Отчисления на социальное страхование 784656,34 5 Амортизация оборудования, стендов и измерительных приборов 154432,36 6 Содержание оборудования всего: 39384,1 в том числе: электоэнергия для станков 237,1 электоэнергия для стендов 333,55 сжатый воздух 35,00 ...
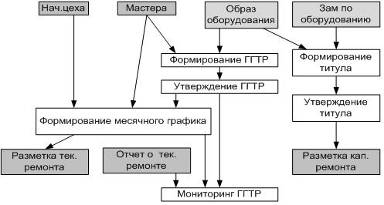
... придания им электроизолирующих свойств. Как видно, ассортимент выпускаемой предприятием продукции довольно широкий. Это обуславливает стабильно высокий сбыт выпускаемой продукции. 2.2 Анализ организации управления ремонтом технологического оборудования на УП «Полимерпром» Основной задачей ремонтной службы УП «Полимерпром» является обеспечение постоянной работоспособности оборудования и ...


... приложении 2. Этот документ содержит ответы на такие вопросы: что должен знать работник, что уметь, его права и обязанности. [10] Существует три формы организации ремонтного хозяйства на металлургических предприятиях: Ø централизованная; Ø децентрализованная; Ø смешанная. При децентрализованной форме ремонтные средства и персонал находятся в ведении и цехов предприятия. При ...
0 комментариев