Определим систему допусков, в которой задана посадка
Определим величины предельных зазоров или натягов, допуск посадки
Составим карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе
Допуск замыкающего звена определяем при помощи его предельных отклонений
Определяем отклонения зависимого (корректирующего) звена А3
Навигация
Определим систему допусков, в которой задана посадка
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
32170
знаков
14
таблиц
7
изображений
3. Определим систему допусков, в которой задана посадка.
Систему допусков, в которой задана посадка, устанавливают следующим образом.
Основной вал - вал, верхнее отклонение которого равно нулю. Допуск такого вала образуется при помощи основного отклонения «h».
Основное отверстие - отверстие, нижнее отклонение которого равно нулю. Допуск такого отверстия образуется при помощи основного отклонения «H». В задаче дано Н 11, следовательно имеем основное отверстие.
Вывод: имеем посадки в системе отверстия.
4. Определить величины предельных зазоров или натягов, допуск посадки, группу посадки.
По характеру соединения различают группы посадок с зазором, с натягом и переходные. Прежде чем в посадке определять зазоры или натяги, надо сравнить соответствующие предельные размеры вала и отверстия.
dmax= 111,88 мм < Dmax = 112, 22 мм
Имеем посадку с зазором.
Наибольший зазор: Smax = ES – ei = 0, 220 – (- 0, 260) = 0,480мм
Наименьший зазор: Smin = EI – es = 0- (-0,120) = 0,120 мм
Допуск посадки: IT = TS = Smax - Smin = 0,480 – 0,120 = 0,360 мм
Проверка: IT = TS = TD + Td = 0,220 +0,140= 0,360 мм
Таблица 1 – Основные параметры гладкого цилиндрического соединения
| Обозначение заданного соединения | Ø 112 H 11/d 10 | |||
| Значение элементов соединения | Номинальный размер, мм | 112 | ||
| Зазор (натяг), мм | Sмах | 0,480 | ||
| Smin | 0,120 | |||
| Допуск посадки, мм IТ | 0,360 | |||
| Группа посадки | с зазором | |||
| Система допусков | СА | |||
| Значение элементов деталей | отверстие | Условное обозначение | Ø 112 H11 | |
| Допуск, мм TD | 0,220 | |||
| Значение основного отклонения, мм | 0 (ниже) | |||
| Предельные отклонения, мкм | Верхнее ES | + 220 | ||
| Нижнее EI | 0 | |||
| Предельные размеры, мм | Dmax, мм | 112,220 | ||
| Dmin, мм | 112,000 | |||
| вал | Условное обозначение | Ø112 d 10 | ||
| Допуск, мм Td | 0,140 | |||
| Значение основного отклонения, мкм | -120 (верхнее) | |||
| Предельные отклонения, мкм | Верхнее es | -120 | ||
| Нижнее ei | - 260 | |||
| Предельные размеры, мм | dmax, мм | 111,880 | ||
| dmin, мм | 111,740 | |||
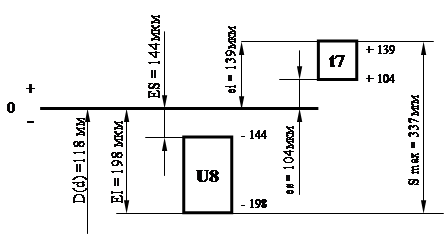
5. Схема полей допусков деталей заданного соединения дана на чертеже в произвольном масштабе.
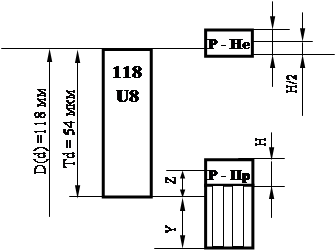
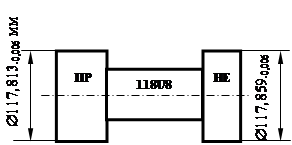
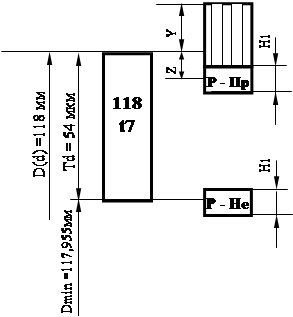
6. Эскизы соединения в сборе и его деталей с обозначением полей допусков и отклонений даны на чертеже.
7. Выбор измерительных средств для измерения деталей заданного соединения с требуемой точностью.
Выбор измерительных средств производится с учетом метрологических, конструктивных и экономических факторов. С учетом этих факторов в СТ СЭВ 303 - 76 приведены значения допустимой погрешности измерения - ![]() размеров в зависимости от величины допуска изделия - IT. При выборе средств измерения необходимо, чтобы их предельная погрешность равнялась или была бы меньше допустимой погрешности измерения, то есть метрологическая характеристика средств измерения должна удовлетворять условию:
размеров в зависимости от величины допуска изделия - IT. При выборе средств измерения необходимо, чтобы их предельная погрешность равнялась или была бы меньше допустимой погрешности измерения, то есть метрологическая характеристика средств измерения должна удовлетворять условию:
± ∆ lim ![]() ±
± ![]() (1)
(1)
Используем по Приложению Г значение допускаемых погрешностей измерения (мкм), СТ СЭВ 303-76 (выдержка).
Для размеров свыше 80 до 120 мм при квалитете 10 IT = 140мкм; δ= 30мкм при квалитете 11 IT = 220 мкм; δ= 50мкм
Таблица 2 – Выбор средства измерения (по Приложению)
| Наименование детали, ее номинальный размер, после допуска | Величина допуска изделия IT, мм | Допустимая погрешность измерения ± | Предельная погрешность измерительного средства ±∆lim, мкм | Наименование измерительных средств | Концевые меры для настройки | |
| разряд | класс | |||||
| 112 Н 11 | 0,220 | 50 | 25 | Нутромер индикаторный с точностью от счета 0,01 мм | - | 4 |
| 112 d 10 | 0,140 | 30 | 25 | Нутромер индикаторный с точностью от счета 0,01 мм | - | 4 |
ЗАДАНИЕ 2 Определение элементов соединений, подвергаемых селективной сборке
Цель задания:
1. Разобраться в сущности метода селективной сборки соединений.
2. Научиться определять предельные размеры деталей соединения, входящих в каждую размерную группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Исходными данными служат:
1. Соединение, заданное номинальным размером и полями допусков деталей.
Номинальный размер: 120 мм.
Поле допуска: Отверстие: Н9; вал: р9
2. Число групп сортировки - 3.
В задании требуется:
1. Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
2. Определить величины предельных зазоров или натягов в заданном соединении.
3. Определить групповые допуски вала и отверстия.
4. Вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на заданное число групп. Пронумеровать групповые допуски.
5. Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе.
6. Определить групповые зазоры или натяги.
Решение:
1.Определение значений допусков, предельных отклонений и предельных размеров вала и отверстия.
Используем Приложения к методическим указаниям - Значения допусков, мкм (ГОСТ 25346-82, СТ СЭВ 145-75)
Дано соединение D120 H9/р9
Для интервалов размеров, мм: Свыше 80 до 120, Квалитет 9, допуск равен 87 мкм.
Допуски:
Отверстие: TD = 87 мкм = 0,087 мм
Вал: Td = 87 мкм = 0,087 мм
Используем значения основных отклонений валов, мкм (ГОСТ 25346-82, СТ СЭВ 145-75)
Для интервалов размеров, мм: Свыше 100 до 120, Буквенное обозначение «р», нижнее отклонение ei равно +37 мкм для всех квалитетов:
ei = + 0,037 мм.
Td = es – ei = 0,087 мм
Верхнее отклонение вала: es = Td + ei = 0,087 + 0,037 = + 0,124 мм
Используем значения основных отклонений отверстий, мкм (ГОСТ 25346-82, СТ СЭВ 145-75). Для интервалов размеров, мм: Свыше 100 до 120, Буквенное обозначение «Н», нижнее отклонение EI равно 0 мкм для всех квалитетов.
TD = ES – EI = 0,087 мм
Нижнее отклонение отверстия: EI = 0
Верхнее отклонение отверстия: ES = EI + TD
ES = 0 + 0, 087 = + 0, 087 мм
Определение предельных размеров вала и отверстия.
Размеры вала: d = 120 мм
dmin = ei + d = + 0,037 + 120 = 120, 037 мм
dmax= es + d = + 0,124 + 120 = 120,124 мм
Размеры отверстия: D = 120 мм
Dmin = EI + D = 0+ 120 = 120,000 мм
Dmax = ES + D =+ 0, 087 + 120 = 120, 087 мм
Определим систему допусков, в которой задана посадка.
В задаче дано Н 9, следовательно имеем основное отверстие.
Вывод: имеем посадки в системе отверстия.
Похожие работы
... размерной цепи по номинальным размерам. 3. Определить допуски и отклонения всех составляющих звеньев методом одного квалитета, обеспечивающим полную взаимозаменяемость. Исходные данные: Таблица 6.1. Вариант B1 № подш. B3 B4 B5 B6 № подш. А∆ 23 233 406 15 60 60 50 406 +0,5 2 -0,9 Порядок выполнения: 6.1. ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев