Определим систему допусков, в которой задана посадка
Определим величины предельных зазоров или натягов, допуск посадки
Составим карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе
Допуск замыкающего звена определяем при помощи его предельных отклонений
Определяем отклонения зависимого (корректирующего) звена А3
Навигация
Определяем отклонения зависимого (корректирующего) звена А3
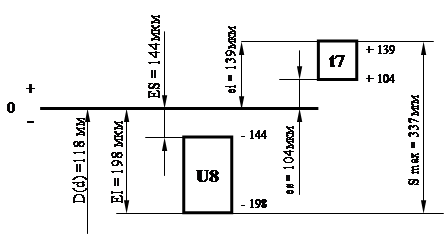
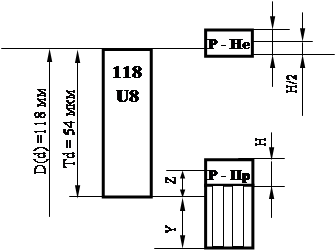
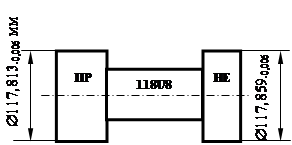
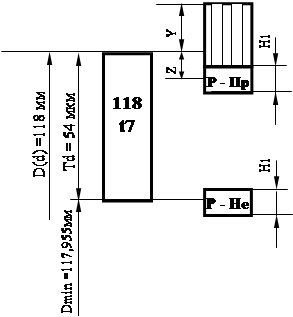
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
32170
знаков
14
таблиц
7
изображений
9. Определяем отклонения зависимого (корректирующего) звена А3.
ES A3 = Σ EI Аув - Σ ES Аум - EI АΣ = 0+ 0 – (-0,600) = + 0,600 мм
EI A3 = Σ ES Аув - Σ EI Аум - ES АΣ =(0,130+ 0,075+0,250) – (-0,130-0.100-0,250) – 0,600 = 0,935- 0,600 = + 0,335 мм
Допуск ТА3 = ES A3 - EI A3 = 0,600 – 0,335 = 0,265 мм
Размер звена А3 = 33 +0,335+0,600 мм
Поскольку корректирующее звено является одним из составляющих звеньев (увеличивающим или уменьшающим) размерной цепи, то после назначения отклонений на все остальные составляющие звенья только его предельные отклонения в формулах (84) [1] окажутся неизвестными. Поэтому, зная, в какую группу составляющих звеньев входит выбранное корректирующим звено (в увеличивающие или уменьшающие), решают каждое уравнение относительно неизвестного члена - ES или EI. Затем определяют допуск корректирующего звена.
Таблица 15 – Результаты расчетов допусков в размерной цепи
| Наименование размеров | Номинальный размер, мм | Обозначение размера, мм | Квалитет | Допуск размера, мм | Поле допуска | Предельные отклонения, мм | Предельные размеры, мм | |||
| верхнее ES | нижнее EI | max | min | |||||||
| Замыкающий | 48 | А∆ | - | 1,200 | - | +0,600 | -0,600 | 48,600 | 47,400 | |
| составляющие | увеличи-вающие | 22 | А | 11 | 0,130 | Н11 | +0,130 | 0 | 22,130 | 22,000 |
| 5 | А | 11 | 0,075 | Н11 | +0,075 | 0 | 5,075 | 5,000 | ||
| 33 | А | 11 | 0,265 |
| +0,600 | -0,265 | 33,600 | 32,735 | ||
| 15 | А | - | 0,100 |
| 0 | -0,100 | 15,000 | 14,900 | ||
| 3 | А | - | 0,500 |
| +0,250 | -0,250 | 3,250 | 2,750 | ||
| умень-шающие | 30 | А6 | - | 0,130 | h11 | 0 | -0,130 | 30,000 | 29,870 | |
Примечания: 1. Звено A3 - корректирующее.
5. Допуски звеньев A4 и A5 были известны.
10. Правильность назначения допусков на составляющие звенья заданной размерной цепи проверяют по формуле (83) [1]. При правильных расчетах сумма допусков размеров всех составляющих звеньев должна быть равна допуску замыкающего размера.
Проверка по уравнению баланса допусков:
![]()
1,200 = 0,130+0,075 + 0,265 +0,100+ 0,500 +0,130 = 0,260 +0,340 +0,600 = 1,200
Равенство выполняется, следовательно, задача решена верно .
.
Список использованной литературы
1. Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. - М.: Колос, 1981.
2. Радкевич Я.М. Метрология, стандартизация и сертификация: Учеб. для ВУЗов / Я.М. Радкевич, А.Г. Схиргладзе, Б.И. Лактионов. - М.: Высш. шк., 2004. - 767 с.
3. Димов Ю.В. Метрология, стандартизация и сертификация. Учеб. для ВУЗов. 2-е изд.- СПб.: Питер, 2006.- 432 с.
4. Шишкин И.Ф. Метрология, стандартизация и управление качеством: Учеб. для вузов / Под ред. акад. Н.С. Соломенко. - М.: Изд-во стандартов, 1990. - 342 с.
5. Ожгибицев Б.С. Практический курс стандартизации, метрологии и сертификации: Учеб. пособие / Под ред. В.Н. Чижова.-2-е изд., перераб. и доп.- Барнаул: Изд-во АГАУ, 2004. - 237 с.
Похожие работы
... размерной цепи по номинальным размерам. 3. Определить допуски и отклонения всех составляющих звеньев методом одного квалитета, обеспечивающим полную взаимозаменяемость. Исходные данные: Таблица 6.1. Вариант B1 № подш. B3 B4 B5 B6 № подш. А∆ 23 233 406 15 60 60 50 406 +0,5 2 -0,9 Порядок выполнения: 6.1. ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев