Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки
По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков
Определим групповые зазоры или натяги
Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
Рассчитаем размерные характеристики деталей шпоночного соединения и запишем в таблицу 4.1
Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости
Назначаем допуски и предельные отклонения на составляющие звенья
Навигация
Основы взаимозаменяемости
Основы взаимозаменяемости
27910
знаков
25
таблиц
21
изображение
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РФ
КОСТРОМСКАЯ ГОСУДАРСТВЕННАЯ
СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ
ФАКУЛЬТЕТ МЕХАНИЗАЦИИ СЕЛЬСКОГО ХОЗЯЙСТВА
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОЙ РАБОТЕ ПО ДИСЦИПЛИНЕ: ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Работу выполнил:
Студент заочного факультета
специальности «Э и УТС» 3 курса 1 группы, шифр 99807
Езерский П.О.
Работу принял: Угланов В.И.
Кострома, 2002
А Н Н О Т А Ц И Я
Курсовая работа студента факультета «Э и УТС» Езерского П.О. по дисциплине «Основы взаимозаменяемости»
Пояснительная записка состоит из 22 страниц машинописного текста,
18 таблиц, 18 рисунков, 4 источника литературы
Костромская государственная
сельскохозяйственная академия, 2002
С О Д Е Р Ж А Н И Е
| Стр. | ||
| 1. | Задание 1. Определение элементов гладкого цилиндрического соединения …………………………………………………………….. | 4 |
| 2. | Задание 2. Определение элементов соединений, подвергаемых селективной сборке …………………………………………………… | 8 |
| 3. | Задание 3. Выбор полей допусков для деталей, сопрягаемых с подшипниками качения ……………………………………………….. | 11 |
| 4. | Задание 4. Допуски и посадки шпоночых соединений ……………… | 14 |
| 5. | Задание 5. Допуски и посадки шлицевых соединений ……………… | 17 |
| 6. | Задание 6. Расчет допусков размеров, входящих в размерную цепь методом полной взаимозаменяемости ……………………………… | 19 |
| 7. | Список литературы …………………………………………………… | 22 |
1. ЗАДАНИЕ 1. ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ ГЛАДКОГО ЦИЛИНДРИЧЕСКОГО СОЕДИНЕНИЯ
Цель задания:Изучить основную терминологию курса и научиться правильно определять параметры посадок.
Задача 1. По значению номинального размера и предельных отклонений вала и отверстия определить поля допусков, тип и параметры посадки, привести пример обозначения предельных размеров деталей соединения на чертеже. Выбрать средства измерения и рассчитать размеры предельных рабочих калибров. Определить способ финишной обработки деталей соединения и назначить необходимую шероховатость поверхности.
-0,144 -0,139
Исходные данные: отверстие – Ø 118 вал – Ø 118
-0,198 -0,104
1.1.Определяем предельные размеры отверстия и вала (мм):
Dmax = D + ES; Dmax = 118,0 + (-0,144) = 117,856 мм.
Dmin = D + EI; Dmin = 118,0 + (-0,198) = 117,802 мм.
dmax = d + es; dmax = 118,0 + 0,139 = 118,139 мм.
dmin = d + ei; dmin = 118,0 + 0,104 = 118,104 мм.
1.2. Определяем допуски отверстия и вала (мм):
TD = Dmax – Dmin; TD = 117,856 – 117,802 = 0,054 мм.
Td = dmax – dmin; Td = 118,139 – 118,104 = 0,035 мм.1.3. Определяем предельные зазоры или натяги (мм):
S max = Dmax – dmin; Smax = 117,856 – 118,104 = -0,248мм.
N max = dmax – Dmin; Nmax = 118,139 – 117,802 = 0,337мм.
1.4. Определяем допуск посадки (мм):
TNS = TD + Td; TNS= 0,054 + 0,035 = 0,089мм.
1.5. Обоснуем систему, в которой выполнена посадка:
Посадка выполнена в комбинированной системе (комб., ck), т.к. EI ≠ 0 и es ≠ 0.
1.6. Определяем поле допуска отверстия и вала (квалитет и основное отклонение) по ГОСТ 25346-82 или по приложению табл. 1, 3, 4 [2, с.42]:
Отверстие – U8, вал – t7
1.7. Построим схему полей допусков сопрягаемых деталей:
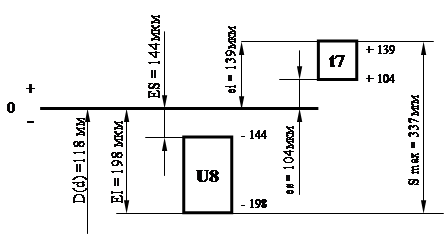
Рис. 1.1. Схема полей допусков соединения Æ 118 U8 / t7
1.8. Рассчитаем предельные размеры рабочих калибров.
Таблица 1.1.
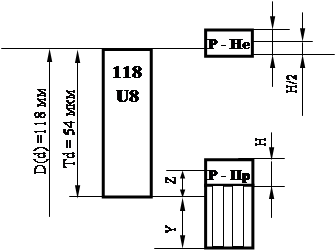
Формулы для определения предельных размеров калибровПредельные размеры калибра-пробки рассчитываем на основе предельных размеров отверстия (табл.1.2.), полученные данные сводим в табл.1.3.
Таблица 1.2.
| Отверстие | мкм | TD = 54 | EI = - 198 | ES = -71 |
| 118 U8 | мм | Dmin= 117,802 | Dmax= 117,856 |
Таблица 1.3.
| Формулы для определения предельных размеров калибра - пробки | Z = 8,0 | Y = 6,0 | H = 4,0 | |
| Предельные размеры, мм | ||||
| Проходная сторона | Р-ПPmax = Dmin + Z + H/2 Р-ПPmin = Dmin + Z – H/2 Р-ПPизн= Dmin - Y | Р-ПРmax= 117,802 + 0,008 + 0,006 / 2 =117,813 Р-ПРmin= 117,802 + 0,008 – 0,006 / 2 = 117,807 Р-ПРизн = 117,802 – 0,006 = 117,796 | ||
| Исполнительный размер – 117,813-0,006 | ||||
| Непроходная сторона | Р-НЕmax = Dmax + H/2 Р-НЕmin = Dmax – H/2 | Р-НЕmax= 117,856 + 0,006 / 2 = 117,859 Р-НЕmin= 117,856 - 0,006 / 2 = 117,853 | ||
| Исполнительный размер на чертеже – 117,859-0,006 | ||||
 | |||||
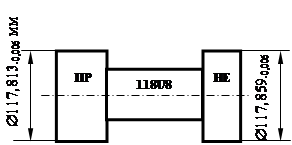 | |||||
Рис. 1.2. Схема полей допусков (а) и эскиз калибра-пробки (б).
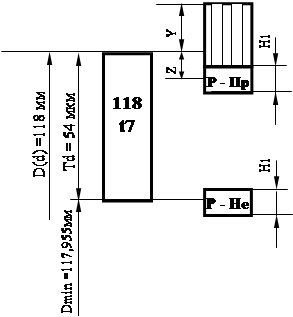
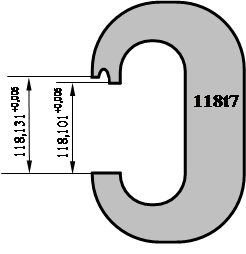
Предельные размеры калибра-скобы рассчитываем по предельным размерам вала (табл.1.4), полученные данные сводим в табл.1.5.
Таблица 1.4.
| Вал | мкм | Td=54 | ei = 104 | es = 139 |
| 118t7 | мм | dmin= 118,104 | dmax= 118,139 |
Таблица 1.5.
| Формулы для определения предельных размеров калибра - скобы | Z1=5,0 | Y1=4,0 | H1=6,0 | |
| Предельные размеры, мм | ||||
| Проходная сторона | Р-ПPmax = dmax – Z1 + H1/2 Р-ПPmin = dmax – Z1 + H1/2 Р-ПPизн= dmax + Y1 | Р– ПPmax=118,139– 0,005 + 0,006 / 2=118,137 P– ПРmin=118,139 - 0,005 - 0,006 / 2=118,131 Р – ПРизн= 118,139 + 0,004 = 118,143 | ||
| Исполнительный размер – 118,131+0,006 | ||||
| Непроходная сторона | Р-НЕmax = dmax + H1/2 Р-НЕmin = dmax – H1/2 | Р-НЕmax= 118,104 = 0,006 / 2 =118,107 Р-НЕmin= 118,104 – 0,006 / 2 = 118,101 | ||
| Исполнительный размер – 118,101+0,006 | ||||
 | ||||||||
 | ||||||||
|
| |||||||
Рис. 1.3. Схема полей допусков (а) и эскизов калибра-скобы (б).
1.9. Выбор средств измерения зависит от форм контроля, масштабов производства, конструктивных особенностей деталей, точности их изготовления и производится с учетом метрологических, конструктивных и экономических факторов. В ГОСТ 8.051 – 81 значения допустимой погрешности – δ размеров приведены в зависимости от величины допуска изделия – IT. Допустимая погрешность измерения показывает, на сколько можно ошибиться при измерении размера заданной точности в меньшую и в большую сторону, т.е. имеет знаки ± δ.
Для нахождения допустимой погрешности пользуемся табл.П.1.6. [2, с.51] и по таблице П.1.7. [2, с.63] выбираем соответствующие средства измерения.
Данные по выбору измерительных средств.
Таблица 1.6.
| Размер | IT≡TD≡Td, мкм | δ, мкм | ±∆lim, мкм | Наименование средства измерения |
| Æ 118U8 | 54 | 12 | 10 | Рычажный микрометр (i = 0,002 мм). |
| Æ 118t7 | 35 | 35 | 10 | Рычажный микрометр (i = 0,002 мм). |
Похожие работы

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
... осуществления требуется большое число наименований измерительных приборов и его целесообразно применять только в индивидуальном и мелкосерийном производствах. Существование связей между погрешностями зубчатых колес и передач с дефектами технологического оборудования позволяет заменить прямой контроль точности изделий косвенным. Косвенный контроль заключается в контроле таких погрешностей станка ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
0 комментариев