Определим систему допусков, в которой задана посадка
Определим величины предельных зазоров или натягов, допуск посадки
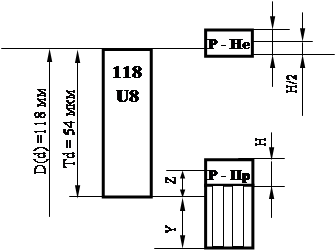
Составим карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе
Допуск замыкающего звена определяем при помощи его предельных отклонений
Определяем отклонения зависимого (корректирующего) звена А3
Навигация
Определим величины предельных зазоров или натягов, допуск посадки
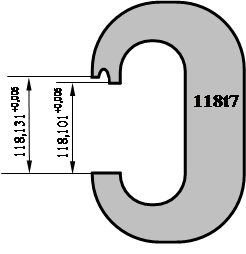
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
32170
знаков
14
таблиц
7
изображений
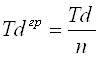
2. Определим величины предельных зазоров или натягов, допуск посадки.
По характеру соединения различают группы посадок с зазором, с натягом и переходные. Прежде чем в посадке определять зазоры или натяги, надо сравнить соответствующие предельные размеры вала и отверстия.
dmax= 120,124 мм > Dmax = 120,087 мм
dmin = 120, 037 мм > Dmin = 120,000 мм
dmin = 120, 037 мм < Dmax = 120,087 мм
Имеем посадку Ø120![]() переходную.
переходную.
Наибольший натяг: Nmax = es - EI = + 0,124 – 0 = 0,124мм
Наименьший натяг: Nmin = ei – ES = +0,037 – 0,087 = - 0,050 мм
Наибольший зазор: Smax = ES – ei = +0,087 – 0,037 = +0,050 мм = - Nmin
Допуск посадки: IT = TN = Nmax - Nmin = 0,124 –(- 0,050 ) = 0,174 мм
Проверка: IT = TN = TD + Td = 0,087 +0,087= 0,174 мм
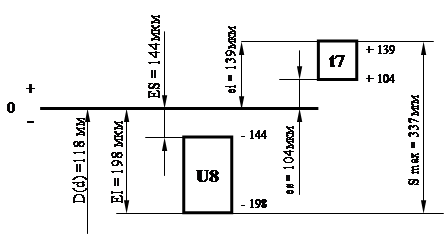
3. Определим групповые допуски вала и отверстия
Величину групповых допусков вала и отверстия определяют путем деления допуска детали на число размерных групп - п
 ;(2)
;(2)
 (3)
(3)
т.е. допуски всех размерных групп вала или отверстия будут равны между собой.
п=3
Tdгр = 0,087: 3 = 0,029 мм
TDгр = 0,087: 3 = 0,029 мм
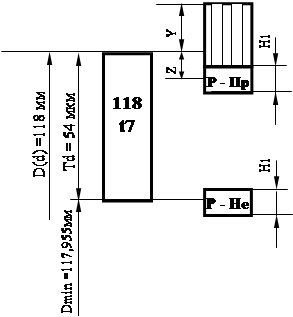
4. Предельные отклонения и размеры вала и отверстия в каждой размерной группе проще всего определять прямо по схеме полей допусков заданного соединения, разделив на схеме эти поля допусков на заданное число размерных групп и определив значения предельных отклонений на границах допусков размерных групп.
Детали соединения Ø120![]() следует рассортировать на 3 размерные группы. Схема полей допусков дана на чертеже. Все группы имеют посадку с натягом.
следует рассортировать на 3 размерные группы. Схема полей допусков дана на чертеже. Все группы имеют посадку с натягом.
Минимальный натяг в группе: N1min = ei - ES = 0,037- 0,029 = 0,008мм
Максимальный натяг в группе: N1max = es - EI = 0,066 – 0,000 = 0,066 мм.
Таблица 3 – Образованные размерные группы
| Группа | Предельные отклонения, мм | Допуск, мм | Натяг, мм | |||||
| Вала | Отверстия | |||||||
| макс | мин | |||||||
| Нижнее ei | Верхнее es | Нижнее EI | Верхнее ES | |||||
| 1 | + 0,037 | +0,066 | 0 | +0,029 | 0,029 | 0,066 | 0,008 | |
| 2 | + 0,066 | +0,095 | +0,029 | +0,058 | 0,029 | 0,066 | 0,008 | |
| 3 | +0,095 | +0,124 | +0,058 | +0,087 | 0,029 | 0,066 | 0,008 | |
Похожие работы
... размерной цепи по номинальным размерам. 3. Определить допуски и отклонения всех составляющих звеньев методом одного квалитета, обеспечивающим полную взаимозаменяемость. Исходные данные: Таблица 6.1. Вариант B1 № подш. B3 B4 B5 B6 № подш. А∆ 23 233 406 15 60 60 50 406 +0,5 2 -0,9 Порядок выполнения: 6.1. ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев