Определим систему допусков, в которой задана посадка
Определим величины предельных зазоров или натягов, допуск посадки
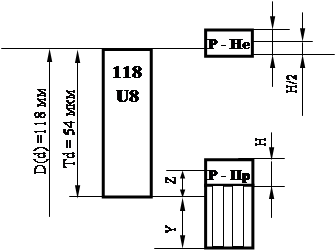
Составим карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе
Допуск замыкающего звена определяем при помощи его предельных отклонений
Определяем отклонения зависимого (корректирующего) звена А3
Навигация
Допуск замыкающего звена определяем при помощи его предельных отклонений
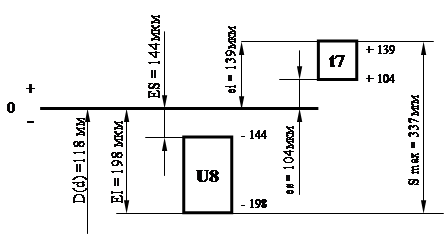
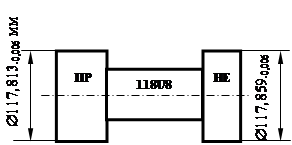
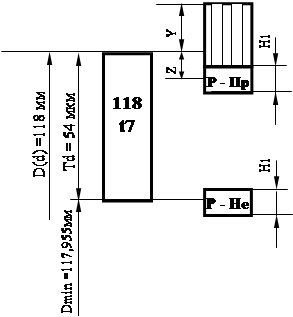
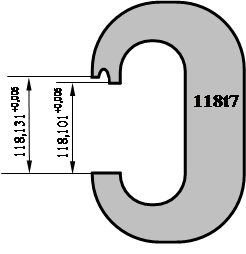
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
32170
знаков
14
таблиц
7
изображений
4. Допуск замыкающего звена определяем при помощи его предельных отклонений.
Расчетное значение допуска замыкающего звена:
ТΣр = Т5 – Т4 = 0,25*2 – 0,1 = 0,50- 0,10 = 0,40 мм = 400 мкм
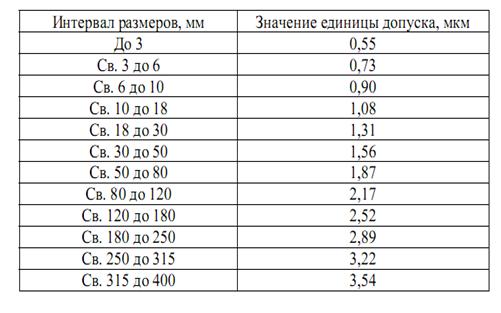
Таблица 12 – Значения единиц допуска i для размеров до 400 мм.
5. При определении среднего коэффициента точности размерной цепи следует учесть особенности такого расчета при наличии составляющих звеньев с известными допусками. Этот коэффициент следует определять по формуле (107) [1].
Определяем среднее число единиц допуска составляющих звеньев.
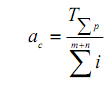
ас = 400 / (1,31+ 0,73 + 1,56 + 1,31) = 400/ 4,91 = 81,4664
6.При известном среднем коэффициенте точности квалитет, по которому надо назначать допуски на составляющие звенья, устанавливают из табл. 13 [1] по соответствующему ближайшему стандартному значению коэффициента точности (числу единиц допуска) с учетом рекомендаций, приведенных в § 66 [1].
Из таблицы 13 установим квалитет.
Ближайшее стандартное значение ас = 100 соответствует примерно 11 квалитету. Выбираем допуск по более грубому квалитету. Примем, что в данных условиях такая точность целесообразна.
Таблица 13 – Число единиц допуска для различных квалитетов по точности по ГОСТ 25346-82

Исходя из номинальных размеров звеньев цепи и выбранного квалитета, по ГОСТ 25347-82 определяем допуски соответствующих звеньев.
А1 = 22мм ТА1=130 мкм
А2= 5мм ТА2=75 мкм
А3 = 33мкм предварительно ТА3= 160 мкм
А6 =30мм ТА6 = 130 мкм
Таблица 14 – Значения допусков, мкм (ГОСТ 25346-82, СТ СЭВ 145-75)
| Для интервалов размеров, мм | Квалитет | 11 |
| До 3 | 60 | |
| Свыше 3 до 6 | 75 | |
| Свыше 6 до 10 | 90 | |
| Свыше 10 до 18 | 110 | |
| Свыше 18 до 30 | 130 | |
| Свыше 30 до 50 | 160 |
7. При выборе корректирующего звена следует руководствоваться следующими соображениями. Если коэффициент точности принятого квалитета «а» меньше «аср», т. е. а<аср, то корректирующим выбирают технологически более сложное звено, в противном случае – технологически более простое.
8. Назначаем отклонения звеньев, за исключением звена А3, которое принимаем в качестве зависимого.
Увеличивающие звенья: А1 = 22 +0,130 мм; А2 = 5 + 0,075 мм;
Уменьшающее звено: А6 = 30 – 0,130 мм.
По установленному в п. 6 квалитету отклонения на составляющие звенья назначаем, руководствуясь следующим принципом: для охватывающих размеров, как на основное отверстие, для охватываемых – как на основной вал.
Похожие работы
... размерной цепи по номинальным размерам. 3. Определить допуски и отклонения всех составляющих звеньев методом одного квалитета, обеспечивающим полную взаимозаменяемость. Исходные данные: Таблица 6.1. Вариант B1 № подш. B3 B4 B5 B6 № подш. А∆ 23 233 406 15 60 60 50 406 +0,5 2 -0,9 Порядок выполнения: 6.1. ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев