Навигация
РАЗМЕРНЫЙ АНАЛИЗ СБОРОЧНОЙ ЕДИНИЦЫ
26628
знаков
3
таблицы
13
изображений
5 РАЗМЕРНЫЙ АНАЛИЗ СБОРОЧНОЙ ЕДИНИЦЫ
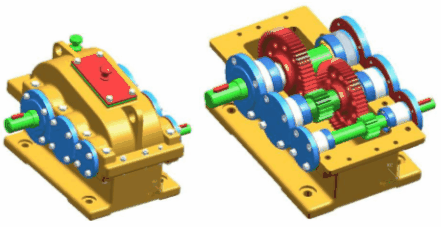
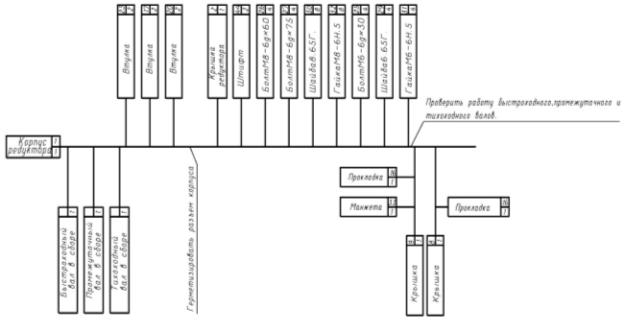
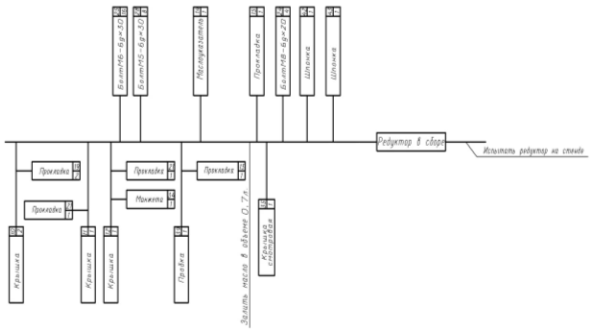
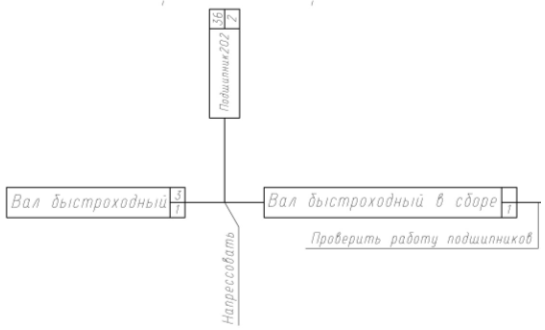
Размерный анализ сборочной единицы будем производить методом регулирования, при котором предписанная точность исходного (замыкающего) размера достигается преднамеренным изменением (регулированием) величины одного из заранее выбранных составляющих размеров, называемого компенсатором [7, с.169]. Для заданной сборочной единицы (рис. 12) роль компенсирующих размеров выполняют прокладки.
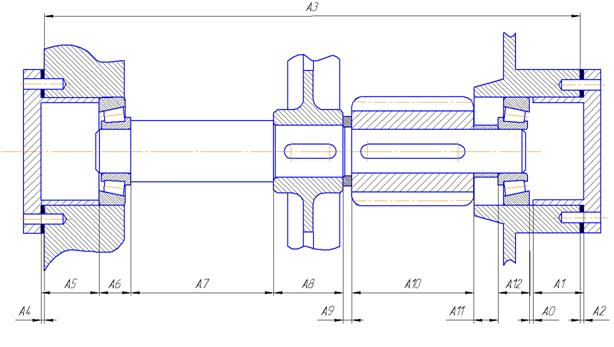 Рисунок 12.- Сборочная размерная цепь
Рисунок 12.- Сборочная размерная цепь
Для нормальной работы роликовых радиально-упорных подшипников между крышкой и торцом подшипника необходимо обеспечить зазор для компенсации теплового расширения вала. Величину зазора принимаю равной А0 = 0,04…0,07 мм. На рисунке 12 представлена размерная цепь с исходным звеном А0. Звенья ![]() – увеличивающие,
– увеличивающие, ![]() - уменьшающие.
- уменьшающие.
Сумма размеров звеньев ![]() является компенсатором. Номинальные размеры звеньев цепи, их характеристики, отклонения и допуски приведены в таблице 1.
является компенсатором. Номинальные размеры звеньев цепи, их характеристики, отклонения и допуски приведены в таблице 1.
Таблица 1.- К расчету размерной цепи методом регулирования
| Звено | Номинальный размер, мм | Характер звена | Верхнее отклонение ЕS, мкм | Нижнее отклонение EI, мкм | Допуск Т, мкм |
| А1 | 29 | уменьшающее | +52 | 0 | 52 |
| А2 | 2 | компенсатор | рассчитывается | ||
| А3 | 308 | увеличивающее | 0 | - 130 | 130 |
| А4 | 2 | компенсатор | рассчитывается | ||
| А5 | 29 | уменьшающее | +52 | 0 | 52 |
| А6 | 18.25 | уменьшающее | 0 | - 200 | 200 |
| А7 | 88.5 | уменьшающее | 0 | - 87 | 87 |
| А8 | 40 | уменьшающее | 0 | - 62 | 62 |
| А9 | 5 | уменьшающее | 0 | - 30 | 30 |
| А10 | 70 | уменьшающее | 0 | - 74 | 74 |
| А11 | 14 | уменьшающее | 0 | - 43 | 43 |
| А12 | 18.25 | уменьшающее | 0 | - 200 | 200 |
| А0 | 0.07 | замыкающее | 0 | - 30 | 30 |
Определяем номинальный размер компенсатора:
![]()
![]()
Распределим номинальный размер k: А2 = 2, А4 =2,07 мм.
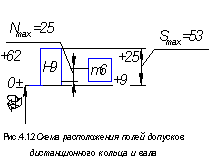
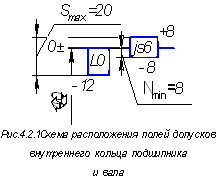
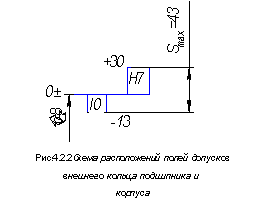
На изготовление всех размеров (деталей) размерной цепи назначаю допуски по 9 квалитету. Определяем величины допусков на изготовление всех деталей и проставим предельные отклонения в тело деталей, то есть по ходу обработки сопрягаемых поверхностей [3, с.44]. Звенья А6 и А8 являются шириной кольца подшипника и допускаемые отклонения его по ГОСТ 520-71 [2, с.273]равны: es = 0 мм; ei = -0,2 мм = - 200 мкм.
Сумма допусков составляющих звеньев:
![]()
Допуск замыкающего звена: ![]()
![]()
Предельные отклонения компенсатора:
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]() .
.
Определим величину компенсации ![]() :
:
![]()
![]()
Проверяю расчет:
![]() .
.
Рассчитываю предельные размеры компенсатора:

Принимаю ![]()
![]() за постоянные прокладки.
за постоянные прокладки.
Количество сменных прокладок:
![]()
Толщина сменных прокладок:
![]()
Из-за большого количества получившихся прокладок принимаем стандартные прокладки 1 прокладки 0,9 мм, и 1 прокладку 0,03 мм.
Таким образом, в комплект входят постоянные прокладки толщиной 2,0 мм 1,3 мм, 0,9 мм и 1 сменная прокладка толщиной 0,03 мм.
Похожие работы
... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...



... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
0 комментариев