Навигация
КОНТРОЛЬ ТОЧНОСТИ ЗУБЧАТОЙ ШЕСТЕРНИ
26628
знаков
3
таблицы
13
изображений
8 КОНТРОЛЬ ТОЧНОСТИ ЗУБЧАТОЙ ШЕСТЕРНИ
Контролирую точность цилиндрической косозубой шестерни со следующими параметрами: mn = 3 мм; z = 18; ![]() ; d = 54,96 мм; степень точности 9С.
; d = 54,96 мм; степень точности 9С.
Боковой зазор в зубчатой передаче определяется как зазор, обеспечивающий свободный проворот зубчатой шестерни при неподвижной сопрягаемой зубчатой шестерне. С целью обеспечения гарантированного бокового зазора осуществляется дополнительное смещение исходного контура зубонарезного инструмента.
Боковой зазор можно контролировать хордовым зубомером путем измерения толщины зуба по постоянной хорде.
Определяю номинальную толщину зуба по постоянной хорде [2, с.358, табл.5.29]:
Sc = 1,387· mn= 1,387·3= 4,161 мм.
Высота до постоянной хорды [2, с.358, табл.5.29]:
hc = 0,7476 · mn = 0,7476· 3 = 2,2428 мм.
Наименьшее отклонение толщины зуба по постоянной хорде [2, с.346]:
Ecs = - 0,070 мм.
Допуск на толщину зуба по постоянной хорде при Fr = 0,071 мм [2, с.347, табл.5.23]:
Тс = 0,140 мм.
Наибольшее отклонение толщины зуба по постоянной хорде:
![]() ;
;
Таким образом, толщина зуба по постоянной хорде, проставляемая в таблице параметров на рабочем чертеже зубчатого колеса равна:
![]() .
.
В условиях крупносерийного производства в контрольный комплекс входят:
- контроль колебания измерительного межосевого расстояния за один оборот колеса ![]() ;
;
- контроль колебания длины общей нормали ![]() .
.
Определяю допуск на колебание измерительного межосевого расстояния за один оборот шестерни ![]() [5, с.181, табл.2]:
[5, с.181, табл.2]:
![]() = 0,160 мм
= 0,160 мм
Для контроля колебания измерительного межосевого расстояния
применяется межосемер МЦМ-300 [5, с.402, табл.5].
Допуск на колебание длины общей нормали для колес 9 степени точности и грубее не нормируется.
Контроль плавности работыВ контрольный комплекс входят:
- допуск на местную кинематическую погрешность ![]() ;
;
- предельные отклонения шага зацепления ![]()
- допуск на погрешность профиля ![]()
Определяем допуски на эти величины [5, с.188, табл.4]:
![]() = 0,056 мм;
= 0,056 мм;
![]() = ± 0,040 мм;
= ± 0,040 мм;
![]() = ± 0,034 мм.
= ± 0,034 мм.
Для контроля параметров ![]() и
и ![]() применяется межосемер МЦМ-300.
применяется межосемер МЦМ-300.
Для контроля параметра ![]() используют шагомер БВ 5043 [5, с.403, табл.5].
используют шагомер БВ 5043 [5, с.403, табл.5].
Контроль полноты контакта
Основным показателем полноты контакта зубьев является суммарное пятно контакта. Относительные размеры суммарного пятна контакта [5, с.199, табл.8]:
- по высоте зубьев ![]() 30 %;
30 %;
- по длине зубьев ![]() 40 %.
40 %.
Контроль показателей полноты контакта осуществляют на контрольно-обкатном станке при зацеплении с образцовым колесом.
ВЫВОДЫ
В ходе выполнения курсовой работы получены практические навыки использования действующих стандартов, закреплены теоретические знания по дисциплине «Взаимозаменяемость, стандартизация и технические измерения».
Изучена методика назначения посадок гладких цилиндрических, шпоночных, резьбовых соединений. Рассмотрена методика составления и анализа размерных цепей. Изучены принципы выбора измерительных средств универсальных и специальных. Произведено практическое назначение технических требований к деталям сборочной единицы. Рассмотрены параметры, способы и средства контроля зубчатых колес по нормам кинематической точности, плавности работы, бокового зазора, полноты контакта.
ПЕРЕЧЕНЬ ССЫЛОК
1. Шейнблит А.Е. Курсовое проектирование деталей машин: Учеб. пособие для техникумов. — М.: Высш. шк., 1991. — 432 с.
2. Допуски и посадки: Справочник в 2-х ч. / Под ред. В.Д. Мягкова. — 6-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отд-ние, 1983. -Ч. 2.- 448 с.
3. Допуски и посадки: Справочник в 2-х ч. / Под ред. В.Д. Мягкова. — 6-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отд-ние, 1982. -Ч. 1.- 543 с.
4. Бейзельман Р.Д., Цыткин Б.В., Перель Л.Я. Подшипники качения. Справочник. Изд. 6-е.- М.: Машиностроение, 1975.- 572 с.
5. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / А.Н. Виноградов, Ю.А. Воробьев, Л.Н. Воронцов и др. Под ред. А.И. Якушева. — 3-е изд., перераб. и доп. — М.: Машиностроение, 1980. — 527 с.
6. Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и посадки. Обоснование выбора. Учеб. Пособие для студентов машиностроительных вузов.- М.: Высшая школа, 1984.- 112 с.
7. Зябрева Н.Н. и др. Пособие к решению задач по курсу «Взаимозаменяемость, стандартизация и технические измерения». Учеб. пособие для вузов.- М.: «Высш. школа», 1977. — 203 с.
8. Методические указания к курсовому проектированию по курсу «Детали машин». Часть 2. «Комплекс технических требований, предъявляемых к изготовлению зубчатых и червячных колес» / Под общей редакцией Алиферова В.П.- Донецк: ДПИ, 1985.- 36 с.
9. Методичнi вказiвки до виконання курсовоi роботи з дисциплiни «Взаэмозамiннicть, стандартизацiя i технiчнi вимiрювання» (для студентiв напряму «Iнженерна механiка») . Доц. А.П. Гуня, к.т.н. доц. О.В. Лукiчов, к.т.н. доц. ОВ. Деркач. Донецьк ДонНТУ 2005
Похожие работы
... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...



... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
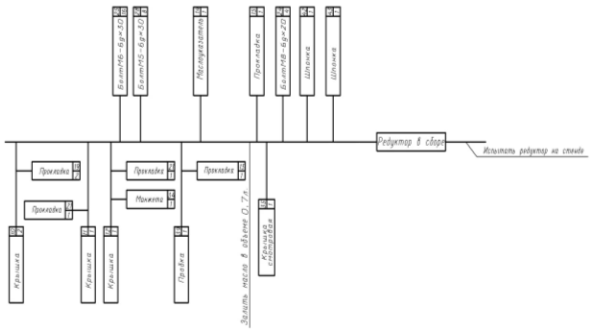
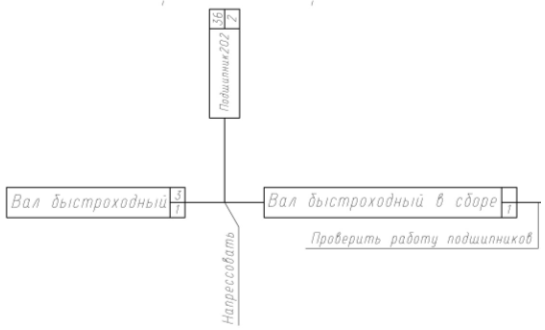
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
0 комментариев