Навигация
ОБОСНОВАНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ К ДЕТАЛЯМ
26628
знаков
3
таблицы
13
изображений
6 ОБОСНОВАНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ К ДЕТАЛЯМ
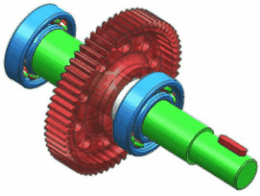
6.1 Промежуточный вал
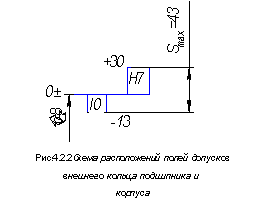
Допуск цилиндричности посадочного места под косозубую шестерню и коническое зубчатое колесо [6, с. 88, табл. 8.3]:
Tф = 0,3Td = 0,3 × 0,013 = 0,0039 ≈ 0,004 мм.
Допуск цилиндричности посадочных мест под подшипники качения класса точности 0 [6, с. 88, табл. 8.3]:
Tф = 0,3Td = 0,3 × 0,013 = 0,0039 ≈ 0,004 мм.
Допуски соосности посадочных поверхностей [6, с. 87…88]:
- для зубчатого колеса Т = 0,02 мм.
- Для шестерни Т = 0,02 мм.
Допуск перпендикулярности торцов вала для базирования подшипников качения [6, с. 88, табл. 8.3]: Т = 0,008 мм.
Допуск параллельности расположения шпоночного паза [6, с. 88]:
Т = 0,5 ∙ Тш.п.= 0,5 ∙ 0,036 = 0,018 мм;
Допуск симметричности расположения шпоночного паза:
Т = 2 ∙ Тш.п.= 2 ∙ 0,036 = 0,072 мм;
7 КОНТРОЛЬ РАЗМЕРОВ ДЕТАЛЕЙ 7.1 Выбор универсальных измерительных средств
Для контроля размеров промежуточного вала выбираю универсальные измерительные средства. При выборе измерительных средств учитываю допускаемую погрешность измерения ![]() [5, с.244, табл.4], а также предельную погрешность измерения приборов
[5, с.244, табл.4], а также предельную погрешность измерения приборов ![]() [5, с.306…311]. При этом должно выполняться условие:
[5, с.306…311]. При этом должно выполняться условие:
![]()
Выбранные измерительные средства приведены в таблице 2.
Таблица 2.- Универсальные измерительные средства
| Размер | Допуск на размер,Т, мм |
мм |
мм | Пределы измерения, мм | Условное обозначение |
| Ø25js6 | 0,013 | 0,005 | ±0,002 | 0…25 | МК-100-2 |
| Ø30r6 | 0,013 | 0,005 | ±0,002 | 25…50 | МК-100-2 |
| 29k9 | 0,052 | 0,005 | ±0,002 | 25…50 | МК-100-2 |
| 88.5k9 | 0,087 | 0,005 | ±0,002 | 75…100 | МК-100-2 |
| 40k9 | 0,062 | 0,005 | ±0,002 | 25…50 | МК-100-2 |
| 70k9 | 0,074 | 0,005 | ±0,002 | 75…10 | МК-100-2 |
| 14k9 | 0,043 | 0,005 | ±0,002 | 0…25 | МК-100-2 |
Похожие работы
... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...



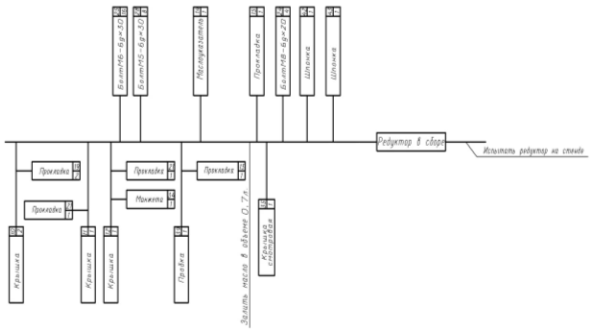
... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
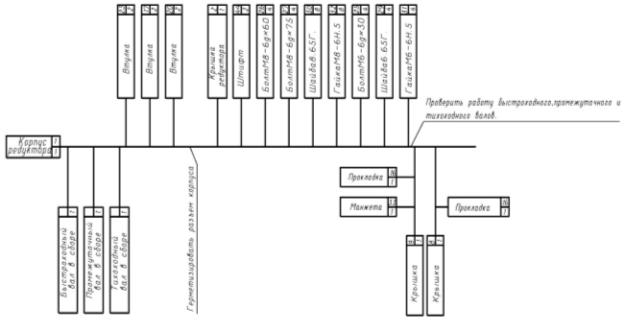
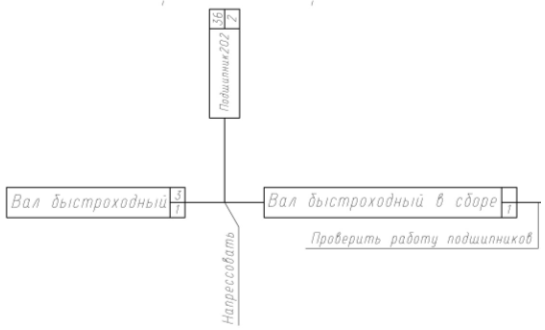
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
0 комментариев