Разработка принципиальной расчетной схемы и компоновка приспособления
Разработка технологической схемы сборки
Расчет точности приспособления
Расчет припусков на обработку
Расчет основного времени
Экономическая часть
Калькуляция на существующий технологический процесс
Расходы на оснастку
Калькуляция на усовершенствованный технологический процесс
Расходы на оснастку
Экономическая эффективность
Анализ опасных и вредных производственных факторов при изготовлении корпуса манометра 5Ш8.102 и мероприятия по их устранению
Анализ вредных факторов при изготовлении держателя манометра МПЗ-У и мероприятия по их устранению
Повышенный уровень шума
Склад дизтоплива. Загрязняющие вещества: сероводород, углеводороды предельные С12-С19
Навигация
Разработка принципиальной расчетной схемы и компоновка приспособления
Разработка приспособления для фрезерования и сверления отверстий в держателе манометра МПЗ-У
75110
знаков
8
таблиц
8
изображений
1.2 Разработка принципиальной расчетной схемы и компоновка приспособления
Имея технические решения и исходные данные, представленные в техническом задании, приступаем к проектированию приспособления. Цель данного раздела - создать работоспособную, экономичную в изготовлении и отвечающую всем требованиям конструкцию приспособления.
Перед разработкой принципиальной схемы и перед компоновкой приспособления, необходимо определить относительно каких поверхностей заготовки будет происходить ее фиксация во время обработки на станке. Изобразим принципиальную схему зажима заготовки в приспособлении с указанием мест приложения силы зажима (рис. 1).
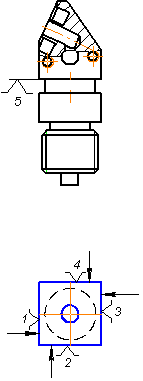
Рис. 1. Принципиальная схема зажима заготовки в приспособлении с указанием мест приложения силы зажима
Компоновка (общий вид) приспособления показан на чертеже.
1.3 Описание конструкции и работы приспособления
Приспособление применяется для точной установки и надежного закрепления заготовки «держатель» при ее обработке на вертикально-фрезерном станке MCV-1250.
Компоновка приспособления приведена на формате А1.
Заготовка зажимается за боковые плоские поверхности с помощью самоцентрирующего механизма приспособления. Тем самым исключается погрешность базирования, вызванная смещением заготовки вследствие неточности изготовления. Опорной базой служит “штифт опорный”.
Зажим осуществляется вручную при помощи гаечного ключа за шестигранную поверхность ходового винта. Усилия через ходовой винт передается на зажимные губки, которые зажимают деталь.
Базовые поверхности заготовки контактируют с установочными поверхностями приспособления.
Конструкции и размеры деталей приспособления должны выбираться по ГОСТ и нормативам машиностроения.
Поверхности установочных деталей должны обладать большой износоустойчивостью. Поэтому их обычно изготавливают и сталей 15 и 20 с цементацией на глубину 0,8 - 1,2 мм и с последующей закалкой до твердости HRCЭ50…55.
1.4 Определение необходимой силы зажима
На основе принятой схемы компоновки разрабатываем принципиальную схему расчета приспособления (рис. 2), учитывающий тип, число и размеры установочных и зажимных устройств.
Самая большая нагрузка на приспособления будет идти при сверлении отверстия специальным сверлом, имеющим наружный диаметр 16,2 мм.
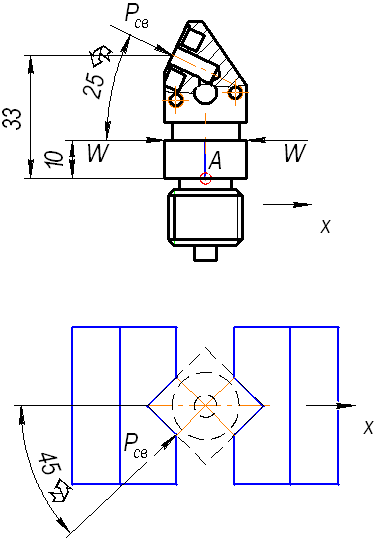
Рис 2. Расчет силы зажима от осевой силы
Расчет по осевой силе:
1. Глубина резания:
t= 0,5*D= 0,5*16,2 = 8,1 мм;
2. Подача по табл. 25 [30,Т.2,стр.277] : 0,1-0,38 мм/об,
S= 0.1мм/об;
3. Скорость резания определяется по формуле:
 (1)
(1)
Период стойкости инструмента принимаем по табл. 30 [30,Т.2,стр.279]: Т=45мин.
Значения коэффициентов: СV = 9,8; q = 0,4; m = 0,2; y = 0,5– определены по табл. 28 [30,Т.2,стр.278].
Коэффициент KV :
KV = KМV *KlV *KИV, (2)
где KlV - коэффициент, учитывающий глубину сверления;
KМV = 0,8
По табл. 31 [30,Т.2,стр.280]: KlV = 0,75.
KV = KМV*KlV *KИV = 0,8*0,75*1 = 0,628.
Скорость резания :

4. Расчётное число оборотов шпинделя:
n = 1000*V/(![]() *D) = 1000*27,7/(3,14*16,2) = 544об/мин; (3)
*D) = 1000*27,7/(3,14*16,2) = 544об/мин; (3)
5. Определяем осевую силу по формуле:
Ро = 10*Cp *Dq * Sy * Kp,
Значения коэффициентов: Сp = 68; q = 1; y = 0,7 – определены по
табл. 32 [30,Т.2,стр.281].
Осевая сила:
Ро = 10*Cp *Dq * Sy * Kp=10*68 *16,2 * 0,10,7 * 1,1 = 2416 Н; (4)
По рис 2 определяем W
 (5)
(5)
1.5 Выбор привода зажимного устройства и расчет его параметров
Определение диаметра ходового винта:
![]() , (6)
, (6)
Принимаем конструктивно, с учетом возможных перегрузок d=16 мм.
Определение момента затяжки:
![]() Нм; (7)
Нм; (7)
При зажиме ключом длиной 14 см:
![]() ,т.е 11 кг.
,т.е 11 кг.
1.6 Разработка технических требований на изготовление и сборку приспособления
Станочное приспособление должно обеспечивать строго определенное положение обрабатываемых поверхностей, которые определяются координирующими размерами и геометрическими соотношениями – параллельностью, соосностью, перпендикулярностью и т.д. Все необходимые требования, указания предельных отклонений, формы и расположения поверхностей приведены на чертеже приспособления, в соответствии с ГОСТ 2.308-68.
1.7 Проектирование технологии сборки
1.7.1 Анализ технологичности конструкции
Сконструированное приспособление достаточно технологично. Приспособление не имеет сложных поверхностей, соответственно может быть изготовлено на простых станках (фрезерный, токарный, шлифовальный).
Оно не требует больших затрат на изготовление, но в тоже время позволяет значительно ускорить обработку отверстий в держателе.
Данное приспособление целесообразно применять в любом типе производства.
0 комментариев