Разработка принципиальной расчетной схемы и компоновка приспособления
Разработка технологической схемы сборки
Расчет точности приспособления
Расчет припусков на обработку
Расчет основного времени
Экономическая часть
Калькуляция на существующий технологический процесс
Расходы на оснастку
Калькуляция на усовершенствованный технологический процесс
Расходы на оснастку
Экономическая эффективность
Анализ опасных и вредных производственных факторов при изготовлении корпуса манометра 5Ш8.102 и мероприятия по их устранению
Анализ вредных факторов при изготовлении держателя манометра МПЗ-У и мероприятия по их устранению
Повышенный уровень шума
Склад дизтоплива. Загрязняющие вещества: сероводород, углеводороды предельные С12-С19
Навигация
Расчет точности приспособления
Разработка приспособления для фрезерования и сверления отверстий в держателе манометра МПЗ-У
75110
знаков
8
таблиц
8
изображений
1.8 Расчет точности приспособления
Методика расчета точности приспособления взята из [25, с.113].
Вследствие того, что на данной операции выполняется несколько переходов с применением различного инструмента выбираем для расчета точности переход с наиболее высокими требованиями обеспечения точности размеров.
Сверление отверстия под резьбу М4 с соблюдением межцентрового расстояния с допуском 0,18 мм.
На точность обработки влияет ряд технологических факторов, вызывающих общую погрешность обработки εО, которая не должна превышать допуск δ выполняемого размера при обработке заготовки, т.е. ε0 ≤ δ.
1.Для расчета точности приспособления εпр следует пользоваться формулой:
![]() (8)
(8)
δ – допуск выполняемого размера, δ = 0,18мм.;
![]() – коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения;
– коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения;
![]() – коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках,;
– коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках,;
![]() – коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления, ;
– коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления, ;
![]() – погрешность базирования заготовки в приспособлении (в данном случае нет отклонения фактически достигнутого положения заготовки от требуемого)
– погрешность базирования заготовки в приспособлении (в данном случае нет отклонения фактически достигнутого положения заготовки от требуемого)
![]() – погрешность закрепления заготовки, возникающая в результате действия сил зажима;
– погрешность закрепления заготовки, возникающая в результате действия сил зажима;
![]() – погрешность установки приспособления на станке;
– погрешность установки приспособления на станке;
![]() – погрешность положения заготовки, возникающая в результате износа установочных элементов приспособления;
– погрешность положения заготовки, возникающая в результате износа установочных элементов приспособления;
![]() – погрешность от перекоса (смещения) инструмента;
– погрешность от перекоса (смещения) инструмента;
![]() – экономическая точность обработки;
– экономическая точность обработки;
По формуле 5 определяем:

Это значение допуска должно соответствовать техническому требованию 1 на чертеже приспособления.
2. Технологическая часть
2.1 Анализ чертежа детали «Держатель» и ее технологичности
Чертёж детали представлен с достаточным количеством видов, разрезов и выносных элементов. Все необходимые размеры нанесены и защищены допусками. Допуски формы и расположения поверхностей в пределах поля допуска на размер.
В целом чертеж выполнен правильно.
Конструкция держателя имеет несложную форму, исключением является сложное отверстие со стороны лыски. Для его обработки необходимо применение специального комбинированного инструмента.
К детали предъявлены сравнительно невысокие требования к точности размеров (до 12 квалитета) и шероховатости поверхностей (до Rа 6,3). Также предъявлены высокие требования обеспечения перпендикулярности поверхностей (0,02).
Большинство размеров заданных на чертеже можно измерить непосредственно, но есть и исключения. К ним относятся межосевые расстояния отверстий.
При закреплении детали в большинстве случаев используем в качестве базы ось держателя (базирование в самоцентрирующих приспособлениях).
Корпус является жестким.
Учитывая, написанное выше, приходим к выводу, что деталь технологична.
2.2 Выбор исходной заготовки
Материал заготовки задан конструктором ЛС 59-1 ГОСТ 15527-2004.
Выбор заготовки зависит от формы детали и ее размеров, исходного материала, типа и вида производства, наличия необходимого оборудования, требования к качеству готовой детали, экономичности изготовления. Существуют различные способы получения заготовок. Анализируя чертеж, отметим что деталь имеет небольшие габариты и несложную форму, в качестве заготовки можно выбрать прокат калиброванный.
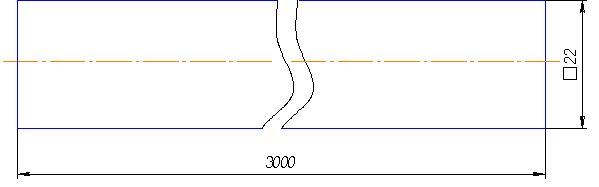
Рис 3. Заготовка
2.3 Проектирование технологического маршрута «Держатель»
Проектирование технологических процессов (ТП) механической обработки начинается с изучения служебного назначения детали, технических требований к ней, норм точности и программы выпуска, анализа возможности предприятия по обработке данной детали.
Проектирование ТП представляет собой многовариантную задачу, правильное решение которой требует проведения ряда расчетов. В начале проектирования предварительно устанавливаются виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа, серийности производства и существующего на предприятии оборудования.
При низкой точности исходных заготовок ТП начинается с черновой обработки поверхности, имеющей наибольшие припуски. При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны дефекты с целью скорейшего отсеивания брака.
Таблица 3
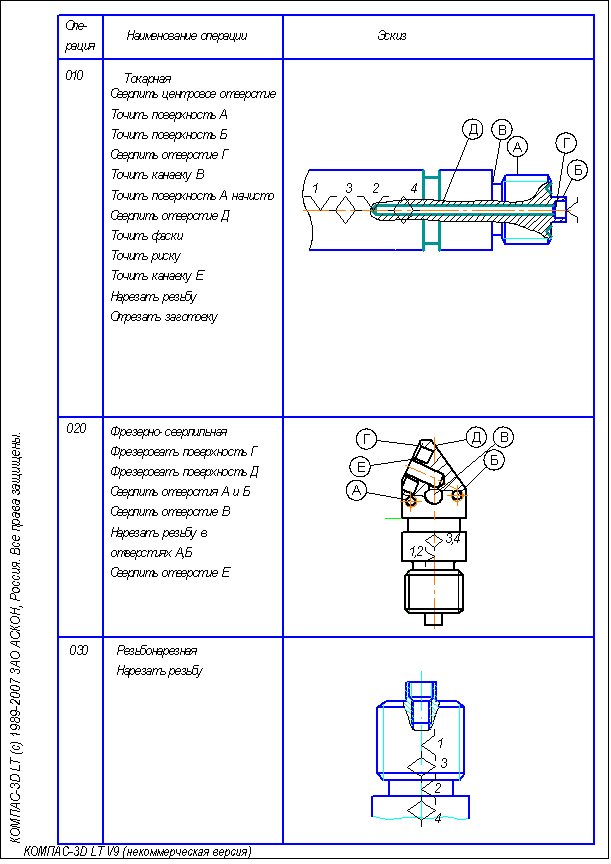
Дальнейший маршрут строится по принципу обработки сначала грубых, а затем более точных поверхностей. Наиболее точные поверхности обрабатываются в последнюю очередь.
В конце маршрута выполняются и второстепенные операции (сверление малых отверстий, нарезание крепежной резьбы, снятие фасок, заусениц и т.д.). Наиболее легко повреждаемые поверхности обрабатываются на заключительной стадии ТП.
Маршрут технологии изготовления платформы представлен в виде таблицы 3, где также обозначены технологические базы.
0 комментариев