ИСТОЧНИКИ ПРИМЕСЕЙ ДЛЯ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ КРЕМНИЯ И ТЕХНОЛОГИЯ ДИФФУЗИИ ПРИМЕСЕЙ В КРЕМНИЙ
Источники для диффузии фосфора
Жидкие источники
Газообразные источники
Твердые источники
Стеклообразные диффузанты
Легированные окислы
Приготовление пленкообразующих растворов, их нанесение и термодеструкция
Диффузия бора и фосфора в кремний из пленок двуокиси кремния, полученных из пленкообразующих растворов
Диффузия в запаянной и откачанной кварцевой ампуле
Метод открытой трубы
Диффузия в замкнутом объеме (бокс-метод)
Стимулированная диффузия
РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИСТОЧНИКОВ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ КРЕМНИЯ БОРОМ И ФОСФОРОМ И ИХ ИССЛЕДОВАНИЕ
Разработка и испытание поверхностного источника фосфора на основе спиртового раствора ортофосфорной кислоты
Исследование твердого планарного источника на основе нитрида бора
Разработка и испытание источника на основе легированного окисла
Изготовление кремниевого СЭ на основе кремния p-типа
ОХРАНА ТРУДА
Техника безопасности при работе с химическими веществами
Оздоровление воздушной среды
Навигация
Стимулированная диффузия
Разработка источников диффузионного легирования для производства кремниевых солнечных элементов
152301
знак
14
таблиц
18
изображений
1.2.4. Стимулированная диффузия
В современной микроэлектронике наблюдается тенденция перехода на структуры с глубиной залегания p-n перехода до значений не более 0,1 мкм и, следовательно, уменьшения продолжительности процесса диффузии, окисления и отжига. Поэтому появились и получают развитие методы быстрой термической обработки (Rapid Thermal Processing) [3], в том числе методы лазерной стимулированной диффузии и ускоренной диффузии в тлеющем разряде. Быстрые термические процессы, или импульсная термическая обработка, базируются главным образом на использование интенсивного когерентного (лазерного) или некогерентного (светового) излучения. В качестве источников последнего используют галогенные лампы накаливания, ксеноновые дуговые лампы, графитовые нагреватели.
В зависимости от условий импульсного нагрева и, в первую очередь, от экспозиционной мощности излучения, процесс можно проводить как в твердой фазе (фотонный отжиг), так и с плавлением – рекристаллизацией (лазерный отжиг и диффузия). Для современной технологии наибольший интерес представляет твердофазный режим благодаря соответственно другим технологическим операциям. В этом случае используют примесные покрытия, жидкие и газообразные источники.
Если пластину, находящуюся в атмосфере легирующего элемента, например, PCl3, BCl3, B(CH3)3, B(C2H5)3, B2H6, подвергать воздействию импульсов лазерного излучения, приповерхностные области расплавляются, при этом удаляется получать очень мелкие бездефектные слои с высокой концентрацией примеси. Благодаря сильному различию коэффициентов диффузии примеси в жидкой и твердой фазе, толщина легированного слоя определяется толщиной расплавленного слоя, а концентрация примеси зависит от ее растворимости в жидкой фазе.
2. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССА ДИФФУЗИИ И КОНТРОЛЯ ПАРАМЕТРОВ ДИФФУЗИОННЫХ СЛОЕВ
В данном дипломном проекте рассматривается технология изготовления p-n перехода в кремниевых солнечных элементах методом диффузии примесей в кремний. Для проведения процесса диффузии полупроводниковые пластины кремния подвергаются высокотемпературной обработке, проводимой в диффузионной печи.
Принцип работы диффузионной печи основан на явлении резистивного нагрева. Резистивным называется нагрев проводящего тела при прохождении через него электрического тока. Для выделения тепла в твердом проводнике в основном используется переменный электрический ток. Применение постоянного тока затруднено и экономически невыгодно из-за отсутствия источников (генераторов) большой силы тока и низкого напряжения, которые необходимы для выделения тепла в твердом проводнике, обладающем высокой электропроводностью.
Явление выделения тепла в проводнике при пропускании тока нашло применение в печах прямого (контактного) и косвенного нагрева.
В печах сопротивления прямого нагрева ток подводится непосредственно к нагреваемому изделию. Диффузионные печи являются печами сопротивления косвенного нагрева, у которых в качестве рабочего тела используют специальные нагреватели, выполненные из высокоомных жаропрочных материалов. При этом передача тепла нагреваемому изделию осуществляется излучением. Преимуществами печей сопротивления косвенного нагрева являются простота регулирования температуры и получение требуемого распределения температуры в печи.
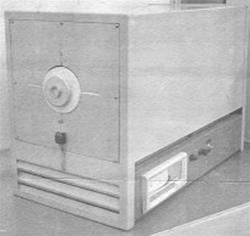
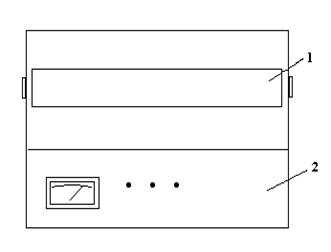
Для проведения процессов диффузии при выполнении экспериментальной части дипломного проекта использовалась резистивная печь СУОЛ-044 12-М2-У42, функциональная схема и изображение которой представлены на рис. 2.1.
а) б)
Рис. 2.1. Функциональная схема (а) и изображение (б) электропечи СУОЛ-044 12-М2-У42: 1 – нагревательная камера, 2 – блок управления.
Электропечь представляет собой прямоугольный корпус, выполненный из тонколистовой стали, в котором размещены камеры нагрева и блок управления. Камера нагрева состоит из нагревателя, защитной трубы и двух керамических фланцев. Нагреватель выполнен в виде керамической трубы, на которой высокоглиноземистой обмазкой закреплена проволока из сплава сопротивления. Внутренняя поверхность трубы нагревателя образует рабочее пространство электропечи. Блок управления служит для автоматического поддержания заданной температуры с точностью ± 2°С. Для уменьшения тепловых потерь через торцевые отверстия рабочей камеры последние закрываются керамической пробкой.
Рабочей средой этой печи является воздух. Полупроводниковые пластины помещаются в молибденовую лодочку и вносятся в реактор печи. Проведение диффузионного отжига в атмосфере воздуха является особенностью данного дипломного проекта. Разработка источника диффузионного легирования кремния, который будет давать надежные результаты при проведении отжига на воздухе может значительно удешевить технологию изготовления кремниевых солнечных элементов.
Термическая обработка полупроводниковых подложек в диффузионной печи производится следующим образом. Сначала печь выводят на заданный температурный режим. Время разогрева печи до максимальной температуры с установлением теплового режима составляет не менее 2,5 ч. После этого в печь вводятся полупроводниковые пластины, помещенные в молибденовую лодочку. После определенной выдержки пластин при заданной температуре лодочку с пластинами извлекают из реактора.
Необходимо обратить внимание на требование к стабильности поддержания заданной температуры диффузионных печей. Если проанализировать зависимость коэффициента диффузии от температуры, то можно заметить, что небольшое изменение температуры может привести к значительному увеличению коэффициента диффузии, а значит, и глубины залегания легирующего слоя. Так, при увеличении температуры через каждые 100°С, начиная от 900°С, коэффициент диффузии увеличивается примерно в пять раз [17].
Кроме того, при введении в реактор лодочки с полупроводниковыми пластинами, имеющими комнатную температуру, вносятся длительные возмущения в температурный статический режим диффузионной печи. Точность поддержания температуры в рабочей зоне диффузии будет меняться, что приведет к изменениям глубины и профиля распределения примесей в подложке. А быстрая загрузка или выгрузка пластин из высокотемпературной зоны может привести к их растрескиванию в результате термоудара.
Нанесение поверхностного источника диффузанта на поверхность полупроводниковых пластин осуществлялось в основном методом центрифугирования. Сущность данного метода заключается в том, что на пластину, закрепленную на центрифуге пипеткой наносится слой раствора. За счет вращательного движения пластины вокруг своей оси достигается равномернрсть нанесенного слоя. Скорость вращения центрифуги, которая использовалась в экспериментах, составляет 2750 об/мин.
В данном дипломном проекте контроль параметров диффузионных слоев производился путем измерения глубины залегания p – n перехода. Для определения глубины залегания p – n перехода применялся метод сферического шлифа, известный также под названием метода лунки. Этот метод удобен для измерения тонких диффузионных слоев, он является универсальным и при необходимости может быть использован для измерения толщин окисных пленок на кремнии.
Метод основан на получении в пластинке кремния сферической лунки, выявлении диффузионных слоев окрашиванием или осаждением металла и измерения под микроскопом линейных размеров лунки. После проведения этих простейших измерений глубина диффузионного слоя легко рассчитывается.
Необходимо заметить, что между процессом диффузионного отжига и контролем глубины залегания p – n перехода методом лунки обязательным является химическая обработка пластин. Когда пластины извлекаются из диффузионной печи, то на их поверхности присутствует пленка примесносиликатного стекла, которое необходимо удалить. Если пленка получилась цветная, то ее легко удалить путем погружения пластин в разбавленный водный раствор плавиковой кислоты. Если химическую обработку не проводить, то лунка шлифоваться не будет.
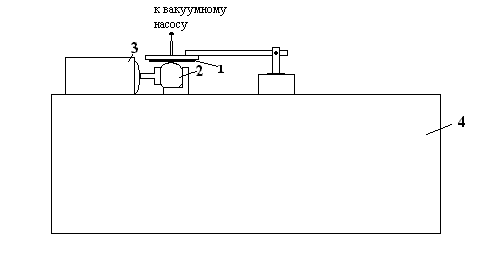
Рис. 2.2. Функциональная схема установки для изготовления шар-шлифа: 1 – полупроводниковая подложка, 2 – стальной шар, 3 – электродвигатель, 4 – блок управления.
Для изготовления шар-шлифа использовалась установка ЕТМ 2.600.047, функциональная схема которой приведена на рис. 2.2. Методика получения лунки такова. Исследуемый образец (пластинка кремния с диффузионным слоем) помещается на столик и закрепляется на нем с помощью вакуумной системы. Для шлифовки пластину приводят в соприкосновение с стальным шаром, на поверхность которого наносится абразив, который находится в масляной суспензии. В качестве абразива использовался алмазный порошок (размер зерна порядка одного микрона). Стальной шар соединен с электродвигателем, включение которого приводит шар во вращение и таким образом вышлифовывается лунка. Блок управления предназначен для регулирования работы установки, в том числе управлением скорости вращения электродвигателя, давлением пластины к шару, а также позволяет задавать автоматический режим.
После того как лунки сделаны, пластину следует обезжирить, например, кипячением в изопропиловом спирте. Далее следует окрасить лунку. Окрашивание шлифов в специальных растворах происходит за счет различия электродных потенциалов p- и n-областей, которое обуславливает избирательное осаждение меди на p-область или избирательное оксидирование n-области. В результате проведенных экспериментов было установлено, что эффективное окрашивание происходит, если пластины кремния с вышлифованными лунками поместить в раствор плавиковой кислоты с небольшим добавлением азотной кислоты. Практика показала, что если азотную кислоту добавлять прямо в раствор плавиковой, то это приводит к травлению поверхности пластины. Поэтому можно рекомендовать предварительно разбавлять азотную кислоту в дистилированной воде и уже этот раствор пипеткой добавлять в плавиковую кислоту, где уже находится пластинка кремния. Ободок у шлифов окрасится в темный цвет в случае n+ - p перехода.
Окрашенные шлифы позволяют под микроскопом измерить не истинную толщину диффузионного слоя xj, а существенно большую величину – хорду L между двумя окружностями, внешняя из которых образована пересечением лунки с поверхностью пластины, а внутренняя является выявленной границей p – n перехода (рис. 2.3). Глубина расположения p – n перехода определяется по формуле [5,6]:
![]() , (2.1)
, (2.1)
где D – диаметр шара.
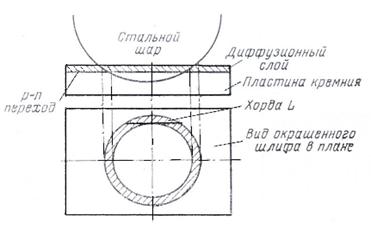
Рис. 2.3. Пояснение к способу изготовления сферического шлифа.
Точность измерений описанным методом составляет примерно ± 3 % и определяется в основном тщательностью приготовления и окрашивания шлифа. От глубины приникновения шара в кремний точность в первом приближении не зависит, однако рекомендуется делать шлиф таким образом, чтобы внутренняя окружность имела малый (по сравнению с внешней) диаметр, т.е. шлиф должен быть неглубоким. Для повышения точности измерений обычно делают несколько (2 – 5) шлифов и результат усредняют [6].
Для установки ЕТМ 2.600.047 диаметр стального шара составляет 26,5 мм. Подставляя это значение в формулу (2.1) получим эмпирическую формулу пересчета глубины залегания p – n перехода от значения хорды L:
![]() , [мкм] (2.2)
, [мкм] (2.2)
где L – длина хорды, [мкм].
Похожие работы

... к ним вызван экологическими соображениями, с одной стороны, и ограниченностью традиционных земных ресурсов — с другой. Особое место среди альтернативных и возобновляемых источников энергии занимают фотоэлектрические преобразователи солнечной энергии, изучение которых превратилось в отдельное научное направление – фотовольтаику. Однако высокая стоимость солнечных элементов до недавнего времени ...

... голоса, слушают пение птиц, плеск волн и шум ветра, дышат свежим воздухом. Воспользоваться таким транспортом захочет каждый, кто любит совершать водные путешествия. 6. РОССИЯ, УКРАИНА И СОЛНЕЧНАЯ ЭНЕРГЕТИКА В России в настоящее время имеется восемь предприятий, имеющих технологии и производственные мощности для изготовления 2 МВт солнечных элементов и модулей в год. В 1992 году на ...
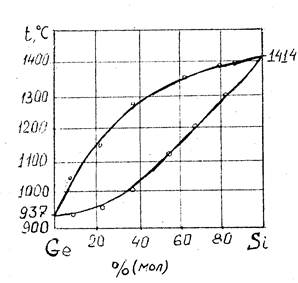

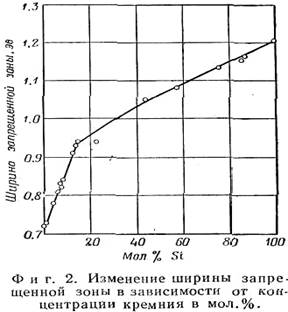

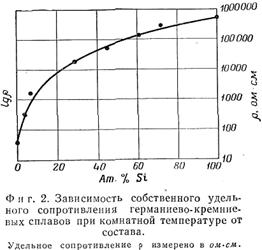
... подавляет в кремнии генерацию термодоноров, вводимых в кремний в температурном интервале 400-500 оС. Выводы Сплавы Si1-xGex в настоящее время являются тем материалом, который желательно возможно быстрее освоить в производстве. Их достаточно предсказуемые свойства позволяют получать монокристаллы с заданными параметрами путём аппроксимации зависимости свойств от состава (зависимости ...

... . ПРИМЕНЕНИЕ ИОННОГО ЛЕГИРОВАНИЯ В ТЕХНОЛОГИИ СБИС Создание мелких переходов Требование формирования n+ слоев, залегающих на небольшой глубине, для СБИС можно легко удовлетворить с помощью процесса ионной имплантации Аs. Мышьяк имеет очень малую длину проецированного пробега (30 нм) при проведении обычной имплантации с энергией ионов 50 кэВ. Одной из прогрессивных тенденций развитии ...
0 комментариев