Навигация
Совершенствование техпроцесса на основе научных исследований
104201
знак
24
таблицы
8
изображений
6. Совершенствование техпроцесса на основе научных исследований
6.1 Проверка зацепления конической пары на контрольно-обкатном станке и регулирование формы, размеров и положения пятна контакта
Проверка зацепления конической пары
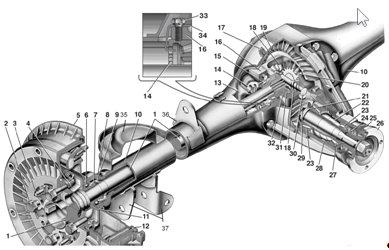
Для проверки пятна контакта [5] шестерня и колесо устанавливаются на контрольно-обкатном станке по номинальным осевым установкам АМК и АМШ при этом отсчитываемые на шкалах станка размеры АОК и АОШ должны быть взяты с учетом высоты буртов оправок БОК и БОШ (фиг. 6.1). Между зубьями в зацеплении должен быть боковой зазор.

Рис. 6.1
Если зуб шестерни нарезан толще требуемого, то при ее номинальном положении (размер АОШ) колесо может быть введено в беззазорное зацепление только при большем значении его осевой установки А’ОК. Разность DАОК=А’ОК – АОК определяется по показанию шкалы контрольно-обкатного станка. Однако проверка зацепления в этом случае должна производиться при осевой установке колеса, а шестерня должна быть смещена в сторону увеличения осевой установки настолько, чтобы в зацеплении был необходимый боковой зазор. В этом положении на боковую поверхность зубьев колеса наносится тонкий слой краски (свинцовый сурик, разведенный небольшим количеством машинного масла) и после включения вращения шпинделей станка и легкого притормаживания шпинделя колеса определяется положение пятна контакта на сопряженных сторонах зубьев шестерни.

Рис. 6.2
Однако под влиянием различных неточностей при зубонарезании пятно контакта может оказаться не в нужном положении и могут появиться отклонения в его форме и размерах, что нарушает плавность работы, вызывает шум в зацеплении, а также приводит к неправильному поведению пятна контакта при изменении взаимного положения шестерни и колеса от деформаций под нагрузкой. Можно отметить следующие основные дефекты пятна контакта.
1. При номинальных осевых установках (монтажных расстояниях) АОК и АОШ пятно контакта не занимает нужного положения, а смещено в продольном или в поперечном или одновременно в обоих направлениях так, что выходит на край зуба у одного из торцов или на его головку, или ножку (фиг. 6.2, а). Работа передачи в этом случае при номинальных монтажных расстояниях будет невозможна.
2. Пятно контакта слишком узкое (фиг. 6.2, б), вследствие чего коэффициент профильного перекрытия становится мал, нарушается плавность зацепления и может иметь место повышенный шум при работе передачи.
3. Пятно контакта слишком широкое (фиг. 6.2, б), и имеется тенденция к разрыву пятна по высоте (мостовой контакт). При малейшем изменении взаимного положения шестерни и колеса (в особенности при изменении осевой установки шестерни) пятно выходит на головку или ножку зуба.
4. Пятно контакта слишком короткое (фиг. 6.2, г). Понижается нагрузочная способность передачи и уменьшается коэффициент продольного перекрытия. Если одновременно с этим сокращается высота, то уменьшается плавность зацепления и возникает шум.
5. Пятно контакта слишком длинное (фиг. 6.2, д). В этом случае при малейшем изменении взаимного положения шестерни и колеса пятно смещается на край зуба у наружного торца, т.е. повышается чувствительность передачи к небольшим погрешностям монтажа и деформациям под нагрузкой.
6. Пятно контакта располагается не вдоль зуба, а с перекосом по диагонали (фиг. 6.2, е). При такой форме пятна в зацеплении не участвует значительная часть рабочих поверхностей зубьев, нарушается плавность и появляется шум в зацеплении.
При изменении взаимного положения шестерни и колеса пятно смещается не вдоль зуба, а на его головку или ножку. Различают два типа диагональности контакта:
а) нормальная диагональность (перекос внутрь). Характеризуется тем, что пятно контакта на выпуклой стороне зуба шестерни идет с ножки зуба у внутреннего торца к его головке у наружного торца; на вогнутой стороне, наоборот, с головки зуба у внутреннего торца к ножке зуба у наружного торца. Нормальной диагональность называется потому, что именно такой тип перекоса пятна возникает от диагональности, вызываемой влиянием углов ножек зубьев шестерни и колеса, если эту диагональность полностью не устранить компенсирующими поправками, вносимыми в движение обкатки;
б) обратная диагональность (перекос наружу); перекос пятна в этом случае на каждой стороне зуба шестерни будет направлен противоположно тому, как это указано для нормальной диагональности.
На фиг. 6.2, е сплошными линиями показан перекос пятна при нормальной диагональности, а штриховыми линиями–при обратной.
7. Пятно контакта имеет нужные размеры, форму и расположение, но при изменении взаимного положения шестерни и колеса оно смещается не вдоль зуба, а с перекосом – на его головку или ножку (фиг. 6.2, ж).
8. При изменении взаимного положения шестерни и колеса пятно контакта смещается вдоль зуба, но его форма при этом претерпевает нежелательные изменения (фиг. 6.2, з).
Исправление этих недостатков пятна контакта производится путем повторного нарезания соответствующей стороны зуба шестерни с внесением в наладку станка дополнительных корректирующих поправок, определяемых по результатам проверки зацепления на контрольно-обкатном станке. Эти корректирующие поправки можно разбить на две группы: а) для изменения положения, формы и размеров пятна контакта, б) для изменения поведения пятна контакта.
Похожие работы
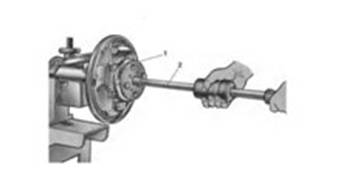
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев