Навигация
Изменение положения, формы и размеров пятна контакта
104201
знак
24
таблицы
8
изображений
6.2 Изменение положения, формы и размеров пятна контакта
Эти изменения пятна контакта осуществляются введением в наладку станка следующих систем дополнительных корректирующих поправок:
1) для смещения пятна в нужное положение,
2) для изменения формы и высоты пятна,
3) для устранения диагональности контакта,
4) для изменения длины пятна.
Следует иметь в виду, что все эти системы поправок не являются независимыми, а при введении поправок для воздействия на какой-либо один элемент пятна изменяются и другие.
Так, при введении поправок для смещения пятна может возникнуть диагональность контакта; при устранении диагональности происходит изменение формы, высоты и длины пятна; при изменении высоты (формы) пятна происходит изменение его длины и т.д. Поэтому назначение корректирующих поправок следует производить с учетом их влияния на все элементы пятна контакта. Знание всех свойств вводимых поправок и практическое их освоение облегчает регулирование пятна контакта и позволяет даже в сложных случаях добиться нужного результата не более чем за 2–3 повторных нарезания соответствующей стороны зуба шестерни.
Корректированием наладки зуборезного станка по результатам проверки зацепления на контрольно-обкатном станке можно удовлетворить самым высоким требованиям к качеству зацепления.
Смещение пятна контакта в нужное положение. Если пятно контакта не занимает нужного положения, то путем изменения осевой установки и гипоидного смещения шестерни на контрольно-обкатном станке оно смещается в требуемое положение.
Направление изменения осевой установки и гипоидного смещения приведено в нормативной документации. Величина этих поправок, при которых пятно занимает правильное положение, записывается.
Корректирование наладки зуборезного станка для смещения пятна в требуемое положение может производиться двумя способами.
1. Изменение осевой установки и гипоидное смещение на контрольно-обкатном станке переносятся на зуборезный станок с теми же абсолютными значениями, но с обратными знаками.
Этот способ смещения пятна контакта, дающий, как правило, хорошие практические результаты, рекомендуется применять при смещениях, не превышающих величину 0,01L. При больших величинах смещений использование этого способа может вызвать появление диагональности контакта. Поэтому при величинах смещений >0,01L рекомендуется применять второй способ.
2. Изменение осевой установки контрольно-обкатного станка пересчитывается в изменение передаточного отношения обкатки (число зубьев производящего колеса) зуборезного станка, а гипоидное смещение контрольно-обкатного станка пересчитывается в изменение положения резцовой головки на зуборезном станке (в угол спирали).
6.3 Изменение формы и высоты пятна
Необходимость в этом регулировании может возникнуть в тех случаях, когда вследствие неудачного выбора сочетаний поправок или номера резцов головки нарушается необходимое отклонение профильной кривизны. Вследствие этого пятно контакта может оказаться или слишком узким, или, наоборот, появится тенденция к разрыву пятна по высоте (мостовой контакт). Последний случай является особенно нежелательным, так как уменьшается длина пятна контакта. Надобность в изменении формы и высоты пятна может также возникнуть вследствие введения других корректирующих поправок в наладку станка.
Исправление формы и высоты пятна контакта производится изменением профильной кривизны путем одновременного введения в наладку станка гипоидного смещения, поправок передаточного отношения обкатки, осевой установки и др.
Необходимая величина гипоидного смещения устанавливается последовательными пробами (DЕ=2,5; 5,0; 7,5… мм).
Для упрощения переналадки станка в качестве исходной величины для расчета поправок может быть взято изменение передаточного отношения обкатки путем замены наибольшей ведомой шестерни гитары обкатки.
Мерой для оценки надлежащей ширины пятна контакта может служить его поведение при изменении осевой установки нарезаемой шестерни. В передачах автомобильного типа при изменении осевой установки на ±0,08 мм пятно не должно выходить на головку или ножку зуба.
Суммарная величина гипоидного смещения, вводимого для изменения ширины и формы пятна контакта, может достигать значений ±5…10 мм. Небольшие поправки для изменения высоты пятна могут не вызвать видимого изменения его формы и размеров, но они оказывают влияние на шум в зацеплении.
6.4 Устранение диагональности контакта
Расчет наладок станков по методике полностью учитывает устранение диагональности. Поэтому при проверке на контрольно-обкатном станке конических пар, нарезанных по этим наладкам, диагональность, как правило, не обнаруживается. Надобность в устранении диагональности может возникнуть только в случае ошибок или ее появления при введении других корректирующих поправок в наладку станка. Сочетание корректирующих поправок для устранения диагональности используются также для воздействия на поведение пятна контакта при его смещении под влиянием деформаций в результате приложения нагрузки.
Исправление диагональности может производиться тремя способами.
1. Изменением передаточного отношения обкатки в сочетании с изменением осевой установки и другими поправками.
2. Введением дополнительного гипоидного смещения в сочетании с изменением осевой установки и другими поправками.
3. Включением механизма модификации обкатки.
При каждом способе устранения диагональности изменяются также высота и форма пятна (условия сопряжения по профилю) и длина пятна.
При устранении первыми двумя способами диагональности нормального типа на обеих сторонах зуба шестерни пятно по длине сокращается, а по высоте расширяется. При устранении этими же способами диагональности обратного типа, наоборот, пятно по длине возрастает, а по высоте сокращается.
Количественно влияние каждого способа на диагопальность, длину и высоту пятна различно. Если для оценки величины вводимых поправок принять значение коэффициента изменения осевой установки DАШ то при одинаковых величинах поправок (одинаковое значении DАШ) при углах спирали b = 30–40° изменение диагональности первым способов будет в 2–3 раза более ощутимо, чем вторым способом. С уменьшением угла спирали эффективность первого способа устранения диагональности по сравнению со вторым еще более возрастает.
На профильную кривизну более эффективно влияет второй способ устранения диагональности. С уменьшением угла спирали эффективность, влияния на профильную кривизну второго способа возрастает, а то время как при первом способе она уменьшается и в случае b == 0 становится равной нулю.
Различие во влияниях каждого способа устранения диагональности на длину пятна контакта сравнительно невелико и может быть оценено величинами соответствующих радиусных поправок Dr.
Особенностью третьего способа устранения диагональности (с использованием эксцентрикового механизма модификатора) является противоположное влияние на кривизну профиля зуба по сравнению с первыми двумя способами. При устранении этим способом диагональности нормального типа пятно контакта сокращается как по длине, так и по высоте, а при устранении диагональности обратного типа длина и высота пятна увеличиваются. Небольшие поправки для устранения диагональности (в пределах DzМШ <0,5 и DЕ<2,5) могут не вызвать заметного изменения формы и размеров пятна контакта, но оказывают влияние на уровень шума в зацеплении.
Похожие работы
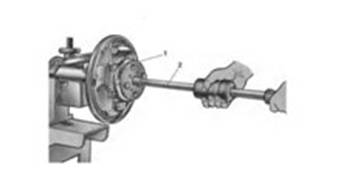
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев